Изобретение относится к механосборочному производству, в частности к оборудованию для осуществления ремонтных работ с коленчатыми валами, соединяемыми с шестернями.
Целью изобретения является расширение технологических возможностей за счет обеспечения разборки узлов, например, спрессовывание шестерни коленчатого вала.
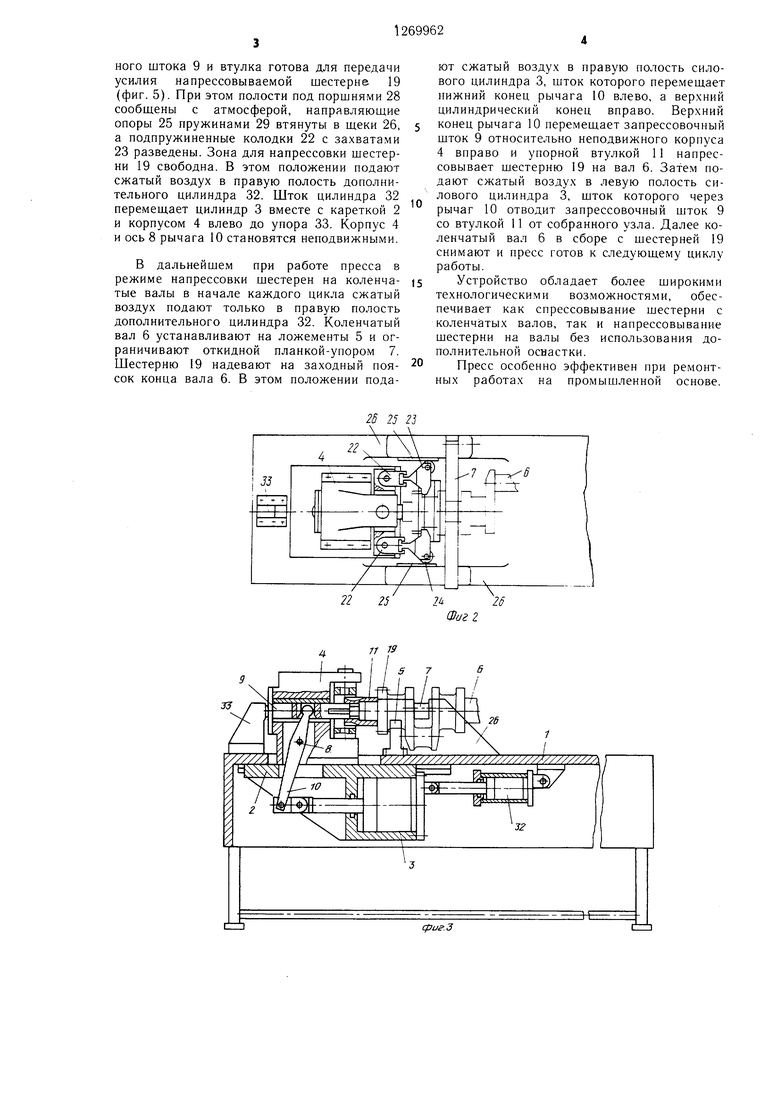
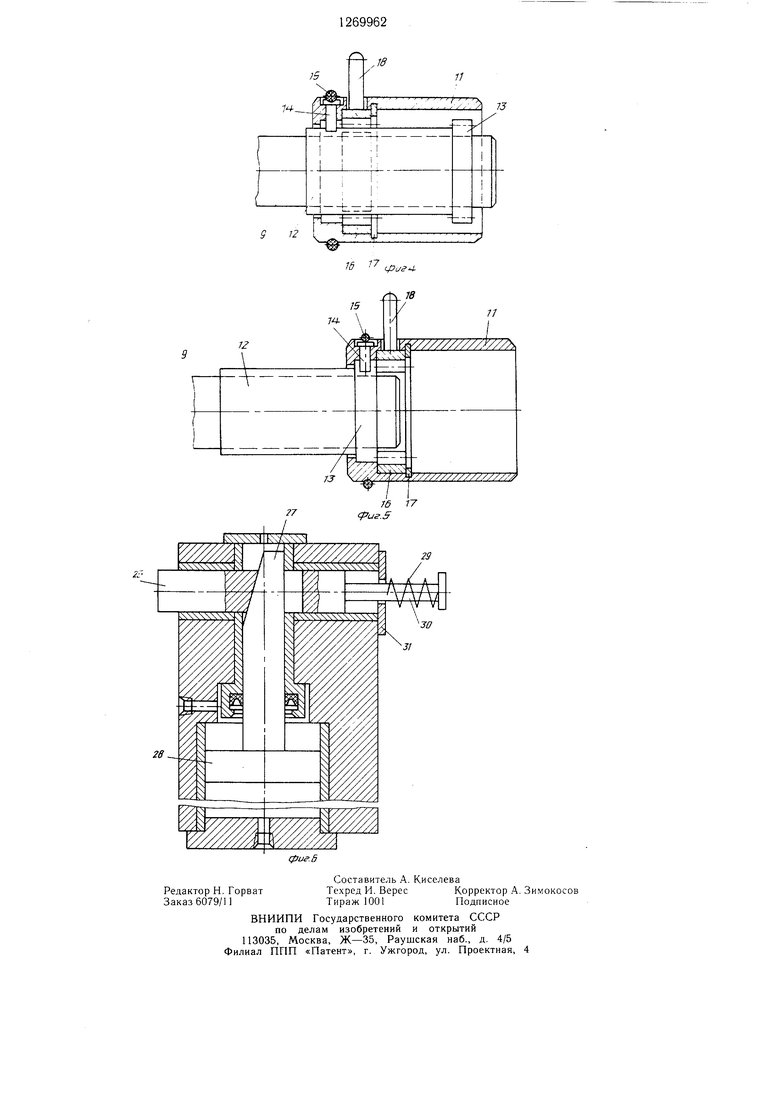
На фиг. 1 изображен пресс в момент спрессовывания шестерни с коленчатого вала; на фиг. 2 - то же, вид сверху; на фиг. 3 - нресс при напрессовывании шестерни на вал; на фиг. 4 - запрессовочный шток с упорной втулкой в нерабочем положении; на фиг. 5 - то же, в рабочем положении; на фиг. 6 - привод выдвижных направляющих опор.
Устройство для сборки деталей содержит смонтированные на основании 1 каретку 2 с закрепленными на ней силовым цилиндром 3 и корпусом 4, ложементы 5 для собираемых деталей, например, коленчатого вала 6, откидную планку - упор 7 для вала 6, а также расположенный в корпусе 4 на оси 8 запрессовочный щток 9, связанный посредством рычага 10 со штоком силового цилиндра 3. На запрессовочном штоке 9 установлена с возможностью относительного возвратно-постунательного перемещения упорная втулка 11. Запрессовочный шток 9 выполнен со щлицевой ступенчатой частью 12 и буртиком 13, в шлицы которого упирается втулка 11 (фиг. 4). От проворота на запрессовочном штоке 9 втулку 11 предохраняет ступенчатый штифт 14, удерживаемый пружинным кольцом 15. В упорной втулке 11 расположено кольцо 16 с внутренним шлицевым венцом, шлицевые зубья которого аналогичны шлицевым зубьям на буртике 13 и части 12 запрессовочного штока 9. Кольцо 16 в осевом направлении ограничено во втулке 11 стопорным кольцом 17. Для поворота кольца 16 относительно втулки 11 на нем выполнена рукоятка 18, выходящая через сквозной паз в стержне втулки 11. Устройство содержит механизм захвата охватывающей детали, например, шестерни 19, выполненный в виде размещенного в корпусе 4 на осях 20 двуплечего рычага 21, установленных на каждом плече рычага 21 с возможностью поворота в горизонтальной плоскости колодок 22 с захватами 23, имеющими ролики 24, и приводных направляющих опор 25, размещенных в щеках 26 основания 1. Привод (фиг. 6) направляющих опор 25 представляет собой шток-клин 27 поршня 28 пневмоцилиндра. Для отвода каждой из направляющих опор 25 в исходное положение с.аужит соответствующая пружина 29, размещенная на толкателе 30 и онирающаяся на крышку 31. Колодки 22 имеют пластинчатые пружины (не показаны), стремящиеся повернуть их друг от друга. Корпус основного силового цилиндра 3 связан со щтоком дополнительного силового цилиндра 32, закрепленного на основании 1. На основании 1 закреплен также упор 33.
Устройство для сборки деталей работает следующим образом.
Для распрессовки шестерни 19 с коленчатым валом 6 втулка 11 сдвинута влево по
запрессовочному штоку 9, как показано на фиг. 4. Коленчатый вал 6 с шестерней 19 устанавливают на ложементы 5 и ограничивают в оеевом направлении откидной планкой-упором 7. Подают сжатый воздух
в левую полость дополнительного цилиндра 32. Тем самым силовой цилиндр 3 с кареткой 2, корпусом 4 и запрессовочным штоком 9 занимают на основании 1 крайнее правое положение, а запрессовочный шток 9 упирается в торец коленчатого вала 6. Захваты
23 при этом находятся в рабочей зоне спрессовываемой щестерни 19. Подачей сжатого воздуха под поршни 28 через их штоки-клинья 27 выдвигают опоры 25, а те, в свою очередь, через ролики 24 обеспечивают контакты захватов 23 с шестерней 19. Затем подают сжатый воздух в правую полость силового цилин.цра 3. Поскольку ось цилиндрического конца рычага 10 неподвижна, то перемещающийся щток силового цилиндра 3 поворачивает рычаг 10 вместе с осью 8, относительно упомянутой неподвижной оси конца рычага. Тем самым корпус 4 с двуплечим рычагом 21, колодками 22 и захватами 23 перемещаются влево. При этом захваты 23, перекатываясь роликами 24 по выдвинутым опорам 25, спрессовывают
шестерню 19 с вала 6. Далее сжатый воздух подают в правую полость дополнительного цилиндра 32. Корпус 4 перемещается влево до упора 33. Затем сжатый возду.х подают в левую полость цилиндра 3. Запрессовочный щток 9 перемещается влево. Воздух из-под поршней 28 выпускают в атмосферу, пружины 29 отводят опоры 25 в исходное положение. Затем щестерню 19 и коленчатый вал 6 снимают и устанавливают следующий вал с шестерней. Снова подают
воздух в левую полость дополнительного цилиндра 32 и цикл повторяется.
Для сборки щестерен и коленчатых валов напрессовкой упорную втулку Г1 перемещают вдоль щлицевой части 12 запрессовочного щтока 9 вправо до упора в его
буртик 13. При перемещении втулки 11 штифт 14 скользит по пазу .между шлицевыми зубьями на запрессовочном штоке 9. Затем рукояткой 18 поворачивают кольцо 16 до упора рукоятки о стенку паза во втулке 11, что соответствует половине шага шлицевого соединения. Тем са.мым шлицевые зубья кольца 16 располагают напротив шлицевых зубьев буртика 13 запрессовочного штока 9 и втулка готова для передачи усилия напрессовываемой шестерне 19 (фиг. 5). При этом полости под поршнями 28 сообш,ены с атмосферой, направляюш,ие опоры 25 пружинами 29 втянуты в шеки 26, а подпружиненные колодки 22 с захватами 23 разведены. Зона для напрессовки шестерни 19 свободна. В этом положении подают сжатый воздух в правую полость дополнительного цилиндра 32. Шток цилиндра 32 перемещает цилиндр 3 вместе с кареткой 2 и корпусом 4 влево до упора 33. Корпус 4 и ось 8 рычага 10 становятся неподвижными.
В дальнейшем при работе пресса в режиме напрессовки шестерен на коленчатые валы в начале каждого цикла сжатый воздух подают только в правую полость дополнительного цилиндра 32. Коленчатый вал 6 устанавливают на ложементы 5 и ограничивают откидной планкой-упором 7. Шестерню 19 надевают на заходный поясок конца вала 6. В этом положении подаЮТ сжатый воздух в правую полость силового цилиндра 3, шток которого перемешает нижний конец рычага 10 влево, а верхний цилиндрический конец вправо. Верхний конец рычага 10 перемещает запрессовочный шток 9 относительно неподвижного корпуса 4 вправо и упорной втулкой 11 напрессовывает шестерню 19 на вал 6. Затем подают сжатый воздух в левую полость силового цилиндра 3, шток которого через рычаг 10 отводит запрессовочный шток 9 со втулкой 11 от собранного узла. Далее коленчатый вал 6 в сборе с шестерней 19 снимают и пресс готов к следующему циклу работы.
Устройство обладает более широкими
5 технологическими возможностями, обеспечивает как спрессовывание шестерни с коленчатых валов, так и напрессовывание шестерни на валы без использования дополнительной оснастки.
0
Пресс особенно эффективен при ремонтных работах на промышленной основе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Привод малолитражного транспортного средства | 1981 |
|
SU1065254A1 |
| Манипулятор | 1984 |
|
SU1202861A1 |
| ПЛАНЕТАРНЫЙ МОТОР-КОМПРЕССОР | 1993 |
|
RU2095578C1 |
| Револьверная головка | 1980 |
|
SU889293A1 |
| Устройство для сборки деталей двусторонней запрессовкой | 1987 |
|
SU1442358A1 |
| АКСИАЛЬНО-ПОРШНЕВАЯ МАШИНА | 2001 |
|
RU2203427C2 |
| Устройство для резки труб | 1986 |
|
SU1375414A1 |
| КОЛЕСНАЯ БРОНЕМАШИНА | 2005 |
|
RU2314478C2 |
| Система воздушного запуска двигателя внутреннего сгорания | 1982 |
|
SU1023129A1 |
| Устройство для двусторонней сборки деталей запрессовкой | 1986 |
|
SU1310161A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ЗАПРЕССОВКОЙ, содержащее смонтированные на основании каретку с закрепленными на ней корпусом и силовы.м цилиндром с запрессовочным штоком, размещенным в упомянутом корпусе, ложе.менты для собираемых деталей и упоры, отличающееся тем, что, с целью расщирения технологических возможностей за счет обеспечения разборки узлов, оно снабжено .механизмом захвата охватывающей детали, .закрепленным на основании дополнительным силовым цилиндро.м, щток которого связан с корпусом основного силового цилиндра, и упорной втулкой, установленной на запрессовочном штоке с возможностью относительного возвратно-поступательного перемещения,при этом механизм захвата охватывающей детали выполнен в виде размещенного в корпусе двуплечего рычага, колодок с захвата.ми, установленных на каждом плече упомянутого рычага с возможностью поворота в горизонтальной плоскости, и приводных направляющих опор для захватов. /5 2 5 7 Фиг.1 6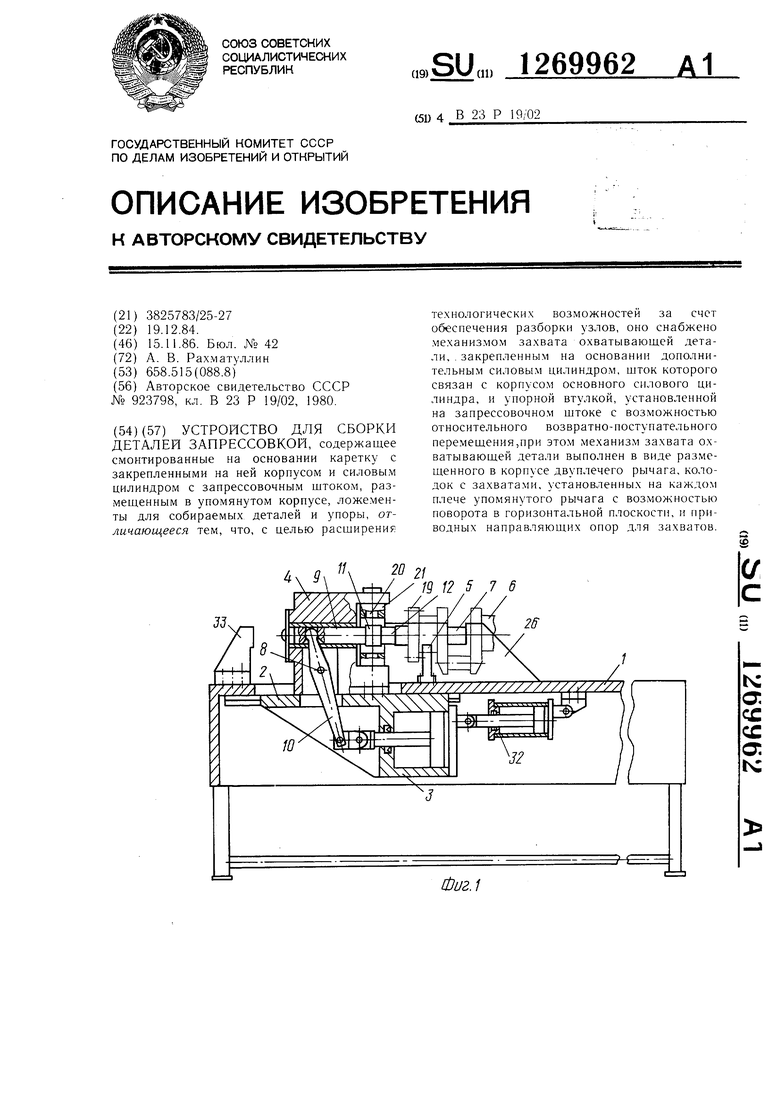
7Г 19
фие.З
| Авторское свидетельство СССР № 923798, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
