Известна машина для шовной сварки, содержаш,ая станину, сварочный трансформатор, иаружные и виутреняие сварочные ролики и опорное приспособление, смонтированное на наПравляюш,ей осноБания н снабженное приводом подъема.
Предложенная машина отличается от известной тем, что опораое приспосо-бление выполнено в .виде нрищадных салазок для установки сварИваемого изделия, смонтированных через шариковую опору на поворотном цилиндре, установленном на приводной втулке и связанном с ней при помощи фиксатора, размеш,енного € зазором в отверстии Втулки.
Это повышает качество сварки при износе одного из сварочных роликов.
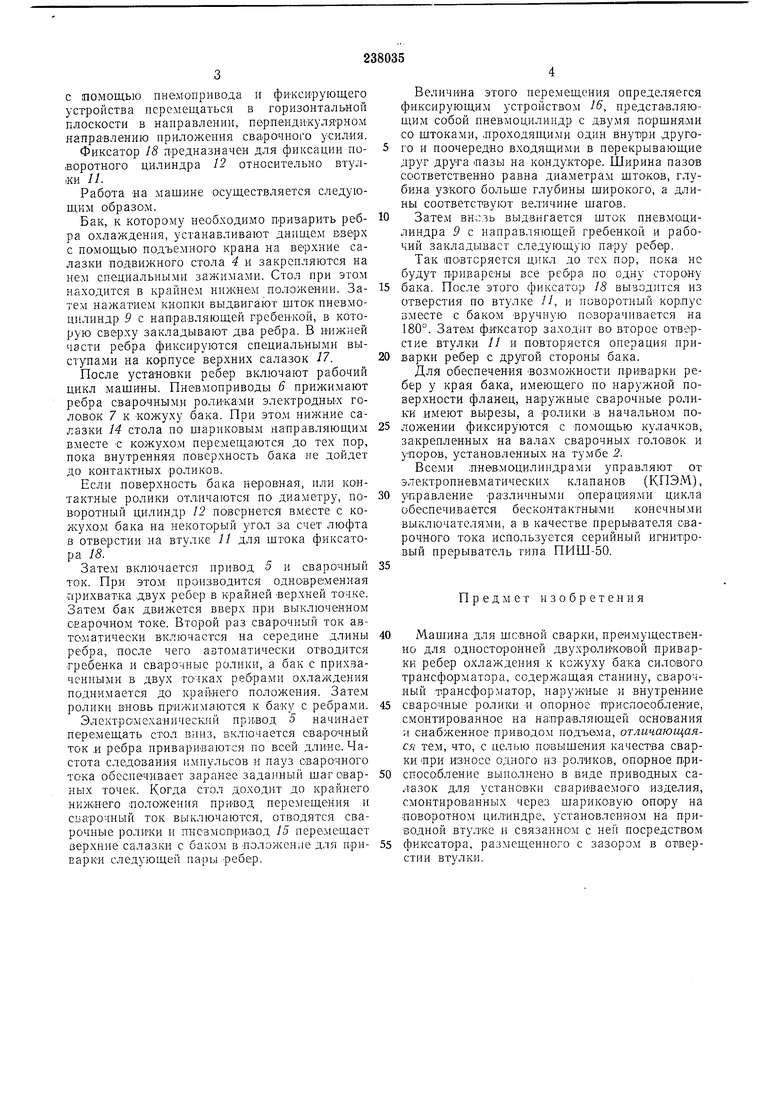
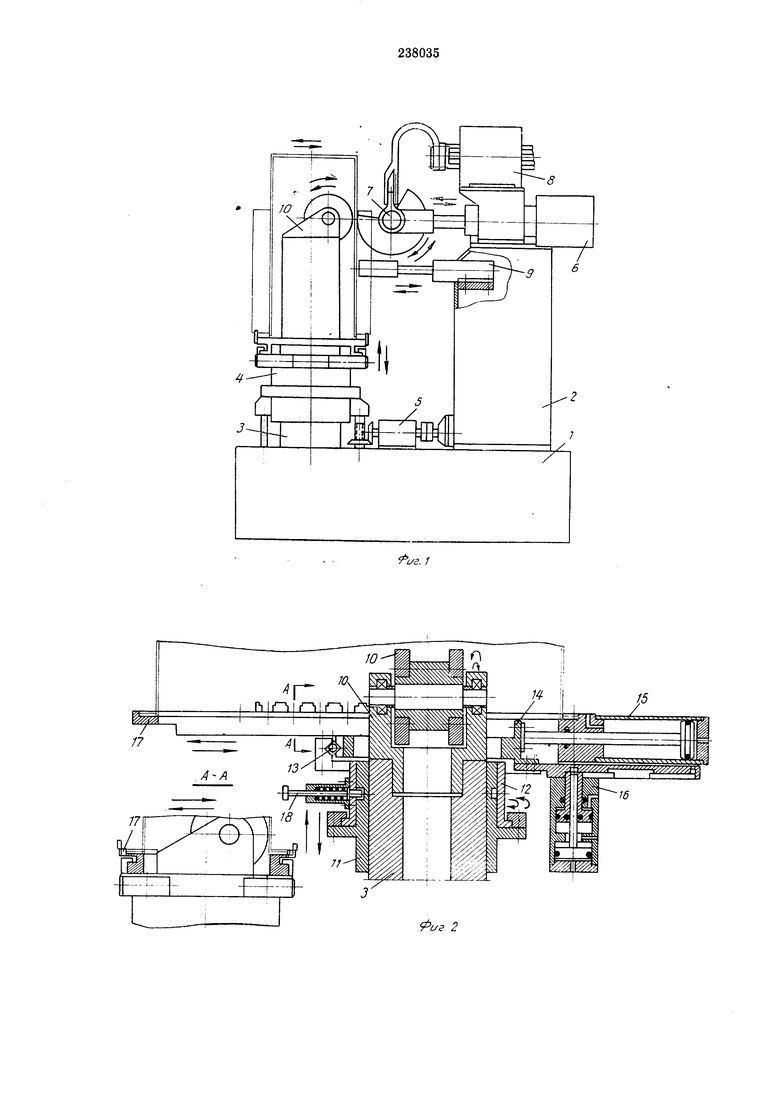
На |фиг. 1 схематически изобрал ;ена сварочная машина, обш,ий вид; на фиг. 2-подвижной стол; на фиг. 3 - кожух бака силового трансформатора и схема токоподвода при прИварке ребер.
Машина содержит горизонтальную станину /, на которой закреплены тумба 2 и вертикальная цилиндрическая направляющая 3. По направляющей может перемещаться подвижной стол 4, нредназначенный для установки н закрепления свариваемого изделия. Стол перемещается в вертикальном направлении при П01МОЩИ электромеханического привода 5, состоящего из электродвигателя, редуктора и ходового впита с гайкой.
На верхней плоскости тумбы установлены два пневмопривода 6, на штоках которых закреплены две электродные головки 7 с роликовыми электродами, которые гибкими медными шинами соединяются с колодками втор-ичного винта сварочного трансформатора .
Под пневмоприводами на тумбе размещен горизонтальный пневмоцилиндр 9, на штоке которого закреплена гребенка для установки н первоначальной фиксации привариваемых ребер. На верхнем торце направляющей 3 неподвижно закреплен кронштейн 10 с двумя контактными роликами.
Подвижной стол состоит пз цилиндрической .втулки 11, к которой крепится конец ходового винта привода 5 вертикального перемещения. На этой втулке силчт поворотный цилиндр 12. Он снабжен горизонтальными нанравляющими призмами для четырех шариков 13, на которых в горизонтальной плоскости в направлеHirn приложения усилня прижатия сварочных роликов могут перемещаться салазки 14. К корпусу салазок крепится шток пневмопривода 15 шагового перемещения свариваемого изделия и фиксируюидее устройство 16. Корпус пневмопривода соединен с верхними салазками 17, на которых непосредственно закрепляется свариваемое изделие и которые могут
с помощью пнемопривода и фиксирующего устройства перемещаться в горизонтальной плоскости в направлении, перпендИКулярнол направлению приложения сварочного усилия.
Фиксатор 18 предназначен для фиксации поворотного цилиндра 12 относительно втулки 11.
Работа на мащине осуществляется следующим образОМ.
Бак, к которому необходимо ириварить ребра охлаждения, устанавливают днищем вверх с помощью подъемного краиа на верхние салазки подвижного стола 4 и закрепляются на нем специальными зажимами. Стол при этом находится в крайнем нижнем положении. Затем нажатием кнопки выдвигают шток пневмоцилиндр 9 с направляющей гребенкой, в которую сверху закладывают два ребра. В Ш1Ж)1ей части ребра фиксируются специальными выступами на корпусе верхних салазок 17.
После установки ребер включают рабочий цикл машины. Пневмоириводы 6 прижимают ребра сварочными роликами электродных головок 7 к кожуху бака. При этом нижние салазки 14 стола по щарнковым наиравляющи.м вместе с кожухом перемещаются до тех пор, пока внутренняя поверхность бака не дойдет до контактных роликов.
Если поверхность бака неровная, или контактные ролики отл:ичаются по диаметру, поворотный цилиндр 12 повернется вместе с кожухом бака на некоторый угол за счет люфта Б отверстии на втулке 11 для штока фиксатора 18.
Затем включается нривод 5 и сварочный ток. При этом производится одновре:менная прихватка двух ребер в крайней верхней точке. Затем бак движется вверх лр.и выключенном сварочном токе. Второй раз сварочный ток автоматически включается на середине длины ребра, после чего автоматически отводится требенка и сварочные ролики, а бак с прихваченными в двух точках ребрами охлаждения поднимается до крайнего положения. Затем ролики вновь прижимаются к баку с ребрами.
Электр01механический привод 5 начинает перемещать стол вниз, включается сварочный ток и ребра привари-ваются ио всей длине. Частота следования импульсов и пауз сварочного тока обеспечивает заранее заданный шаг сварных точек. Когда стол доходит до крайнего нижнего положения привод перемещения и сварочный ток выключаются, отводятся сварочные ролики и пневмопривод 15 перемещает верхние салазки с баком в положение для приварки следующей пары ребер.
Величина этого перемещения определяегся фиксирующим устройством 16, представляющим собой пневмоцилиндр с дву.мя порщнялш со щтоками, .проходящими один внутрн другого и поочередно входящими в перекрывающие друг друга пазы на кондукторе. Ширина пазов соответственно равна диаметрам штоков, глубина узкого больше глубины щирокого, а длины соответствуют веяичпне шагов.
Затем внс.зь выдвигается шток пневмощилиндра 9 с направляющей гребенкой и рабочий закладывает следующую пару ребер.
Так 1П01Вторяется до тех пор, пока не будут приварены все ребра по одну сторону бака. После этого фиксатор 18 выводится из отверстия по втулке 11, и поворотный корпус вместе с баком вручную поворачивается на 180°. Затем флксатор заходит во второе отверстие втулки // и повторяется операция приварки ребер с другой стороны бака.
Для обеспечения возможности приварки ребер у края бака, имеющего по наружной поверхности фланец, наружные сварочные ролики имеют вырезы, а ролики в начальном положении фиксируются с помощью кулачков, закрепленных на валах сварочных головок и упоров, установленных на тумбе 2.
Всеми ннев моцилиндрами управляют от электропневматических клапанов (КПЭМ), управление различными операциями цикла обеспечивается бесконтактными конечными выключателями, а в качестве прерывателя сварочного тока используется серийный игнитровый прерыватель типа ПИШ-50.
Предмет изобретения
Машина для шсвиой сварки, преимущественно для односторонней двухроликовой приварки ребер охлаждения к кожуху бака силового трансформатора, содержащая станину, сварочный трансформатор, наружные и внутренние сварочные ролики и опорное приспособление, смонтированное на направляющей основания и снабженное приводом подъема, отличающаяся тем, что, с целью повышения качества сварки при износе одного из роликов, опорное приспособление выполнено в виде приводных салазок для установки свариваемого изделия, смонтированных через шариковую опору на поворотном цилиндре, установленном на приводной втулке и связанном с Hefi посредством фиксатора, размещенно-го с зазором в отверстии ВТУЛКИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАШИНА ДЛЯ КОНТАКТНОЙ ШОВНОЙ СВАРКИ | 1968 |
|
SU220375A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ПРИВАРКИ РЕБЕР | 1965 |
|
SU177005A1 |
| ПОЛУАВТОМАТ ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1969 |
|
SU251122A1 |
| УСТРОЙСТВО ДЛЯ МНОГОТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ ПРОСТРАНСТВЕННЫХ КАРКАСОВ | 1971 |
|
SU317478A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1972 |
|
SU435081A1 |
| Станок для сборки и сварки полотнищ с поперечными ребрами | 1976 |
|
SU662302A1 |
| Устройство для сборки герметичного реле | 1984 |
|
SU1229854A1 |
| СТАНОК ДЛЯ ФАСОННОЙ ОБРЕЗКИ ТОРЦОВ ИЗДЕЛИЙ И ВЫРЕЗКИ В НИХ ОТВЕРСТИИ | 1970 |
|
SU277973A1 |
| Установка для многодуговой автоматической сварки | 1988 |
|
SU1722757A1 |
| МАШИНА ДЛЯ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ АРМАТУРНЫХ СЕТОК | 1970 |
|
SU268571A1 |
V-.
...,.
238035
rWXAAAWWWi
