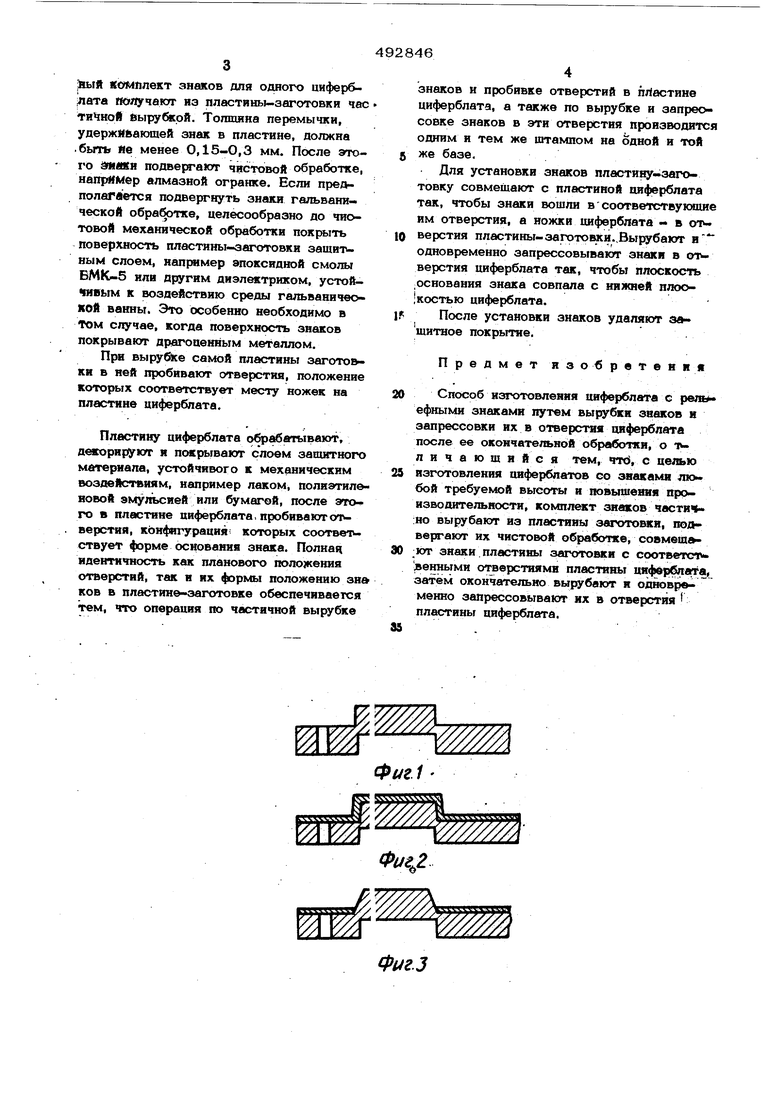
вый комплект знаков для одного цифербата йояучают иэ пластины-заготовки час иЧной вырубкой. Толщина перемычки, удержяьаюшей знак в пластине, должна быть йе менее 0,15-0,3 мм. После этого зммсн подвергают чистовой обработке, например алмазной огранке. Если предполагается подвергнуть знаки гальванической обработке, целесообразно до чистовой механической обработки покрыть поверхность пластины-заготовки защитным слоем, например эпоксидной смолы БМ1С-5 или другим диэлектриком, устойчивым к воздействию cpejuj гальваничеоКОЙ ванны. Это особенно необходимо в Том случае, когда поверхность знаков покрывают драгоценным металлом.
При вырубке самой пластины загото& ки в ней пробивают отверстия, положение которых соответствует месту ножек на пластине циферблата.
Пластину циферблата обрабатывают, д корирукуг и покрывают слоем защитного материала, устойчивого к механическим воздействиям, например лаком, полиэтиленовой эмульсией или бумагой, после этого в пластине циферблата, пробиваютот верстия, кЬнфигурация которых соответ ствует форме основания знака. Полная идентичность как планового положения отверстий, так и их формы положению зна ков в пластине-заготовке обеспечиваетх;я тем, что операция по частичной вырубке
знаков н пробивке отверстий в пластине циферблата, а также по вырубке н запрео овке знаков в эти отверстия производится одним и тем же штампом на одной и той
же базе.
Для установки знаков пластину-заготовку совмещают с пластиной циферблата так, чтобы знаки вошли в соответствующие им отверстия, а ножки циферблата - в отверстия пластины-заготошси..Вырубают и одновременно запрессовывают знаки в отверстия циферблата так, чтобы плоскость Основания знака совпала с нижней плоокостью циферблата.
После установки знаков удаляют защитное покрытие.
Предмет изобретення
Способ изготовления циферблата с ефными знаками путем вырубки знаков и зап{)ессовки их в отверстия циферблата после ее окончательной обработки, о т личаюшийся тем, 4Td, с целью
изготовления циферблатов со зяшсами любой требуемой высоты и повышения производительности, комплект знаков частич:но вырубают из пластииы заготовки, поовергают их чистовой обработке, совмещ ;ют знаки. пластины заготошси с cooTBeTciv. зенными отверстиями пластины циферблата, затем окончательно вырубают и одновременно запрессовывают их в отверстия f пластины циферблата.
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления циферблатов | 1975 |
|
SU532843A1 |
| ЦИФЕРБЛАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2040033C1 |
| Способ изготовления накладных занков для часовых циферблатов | 1977 |
|
SU690430A1 |
| ВНЕШНИЙ ЭЛЕМЕНТ ИЛИ ЦИФЕРБЛАТ ДЛЯ ЧАСОВ ИЛИ ЮВЕЛИРНЫХ ИЗДЕЛИЙ, ВЫПОЛНЕННЫЙ ИЗ ПРОВОДЯЩЕГО МАТЕРИАЛА | 2020 |
|
RU2743680C1 |
| ЗАЩИЩЕННОЕ ОТ ПОДДЕЛКИ МНОГОСЛОЙНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2510437C1 |
| УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ВЫРУБКИ ШАЙБЫ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2399451C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИФЕРБЛАТА С ДЕКОРАТИВНЫМ ОФОРМЛЕНИЕМ | 1996 |
|
RU2090920C1 |
| Способ совмещенной штамповки двух взаимовписывающихся деталей | 1985 |
|
SU1268249A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВОГО ЯКОРЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1970 |
|
SU288113A1 |
| СПОСОБ ЧИСТОВОЙ ВЫРУБКИ | 2000 |
|
RU2179902C2 |

Фиг.З
Фиг Л
(uz.5
Фш.6
Фиг. б
