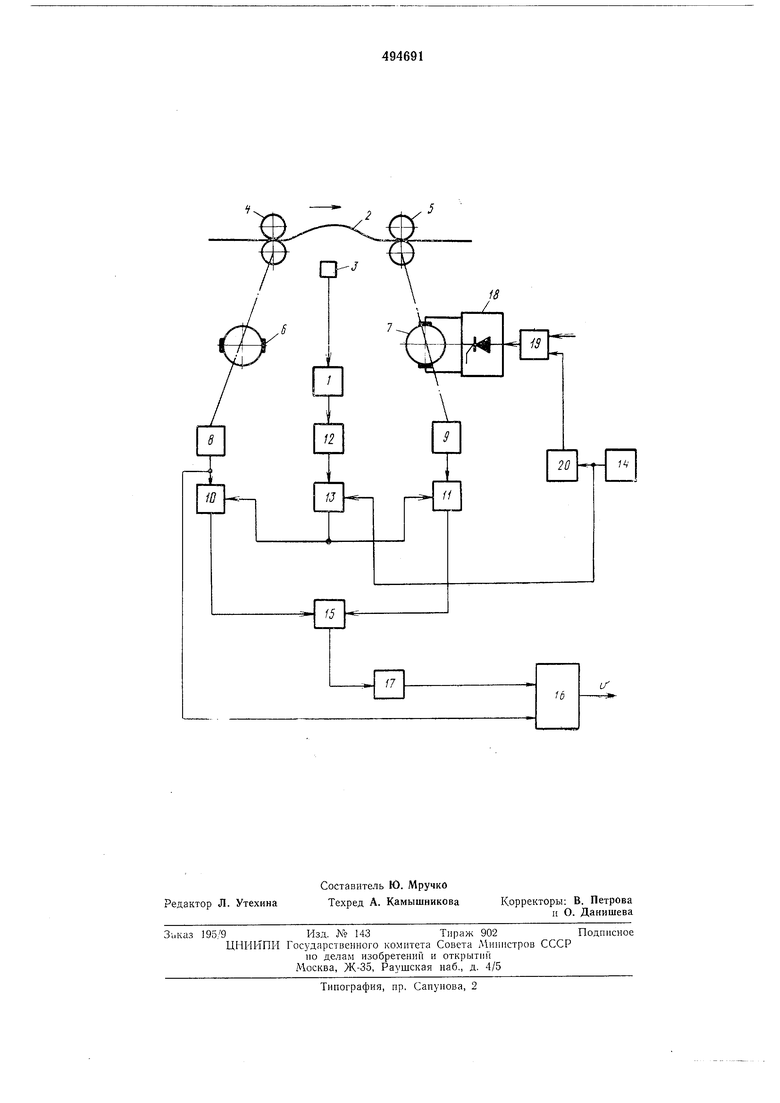
Изобретение относится к области измерительной техники и может быть применено для автоматического регулирования скоростных режимов непрерывных проволочных станов. Известно устройство для контроля скорости проката полосы, содержащее отметчики, узлы съема сигнала и счетчики импульсов. Это устройство не может быть применено на непрерывных станах и не позволяет учесть опережение металла. Целью изобретения является устранение этих недостатков. Эта цель достигается тем, что нредложенное устройство снабжено генератором колебаний, включаемым на вход регулятора скорости последующей клети, генератором тактовых имнульсов, включаемым на вход генератора колебаний, триггером, выход которого связан с интеграторами, а вход - с генератором тактовых импульсов, нуль-органом, включенным между датчиком петли и вторым входом триггера, блоком разности, подключенным к выходам интеграторов, запоминающим устройством - на выходе блока разности и блоком умножения, один вход которого связан с ЗУ, а другой - с выходом тахогенератора предыдущей клети. Иа чертеже представлена принципиальная схема описываемого устройства. Датчик высоты петли 1 проката 2 с чувствительным элементом 3 установлен между прокатными клетями 4, 5. Клети приводятся во вращение приводными электродвигателями 6, 7. Скорость двигателей контролируется тахогенераторами 8, 9, на выходе которых включены интеграторы 10 и 11 соответственно. Выход датчика 1 через нуль-орган 12 связан с триггером 13, второй вход которого связан с интеграторами через генератор тактовых импульсов 14. Выходы интеграторов связаны с входами блока разности 15. Блок умножения 16 через ЗУ 17 связан с выходом блока разности. На второй вход блока умножения 16 включен тахогенератор 8 предыдущей клети 4. Электродвигатель 7 клети питается от преобразователя 18 и управляется регулятором скорости 19, на один вход которого подключен генератор колебаний 20. Принцип действия устройства основан на измерении соотнощения между длиной нроката на выходе предыдущей клети, определенной но оборотам клети и диаметру валков, и фактической длиной полосы на выходе из клети, определенной по колебанию высоты петли в межклетьевом промежутке. Колебания высоты петли вызываются искусственно с помощью специального генератора, воздействующего на регулятор скорости последующей клети.
Процесс измерения происходит следующим образом.
Начало и частота замеров определяются генератором тактовых импульсов 14. Перед началом замера предполагается, что процесс ирокатки - установившийся, скорости клетей - синхронны, и при включении интеграторов 10, 11 разность их выходных напряжений, измеряемая блоком 15, равна нулю. Импульсом генератора тактовых импульсов запускается генератор 20 и переключается триггер 13. Генератор 20 вырабатывает одно колебание, которое отрабатывает последующая клеть. Одновременно триггер включает в работу интеграторы 10, 11. Колебание скорости последующей клети приводит к колебанию иетли, контролируемо датчиком 1.
При изменении высоты петли на заданную величину, задаваемую установкой нуль-органа 12, триггер 13 переключается и прекращает работу иитеграторов 10, И. Разность напряжений интеграторов через ЗУ 17 подается на блок 16, где перемножается с напряжением, пропорциональным скорости предыдущей клети. При этом на выходе блока умножения 16 - напряжение, пропорциональное скорости потока в межклетьевом промежутке.
Таким образом, иредложенное устройство позволяет непрерывно измерять скорость прокатки с учетом опережения металла, что повышает точность измерений.
Предмет изобретения
Устройство для контроля скорости проката на проволочном стане, состоящее из датчика высоты петли, тахогенераторов с интеграторами, приводных электродвигателей с регуляторами скорости и клетями, отличающееся тем, что, с целью повыщения точности контроля за счет учета опережения металла при непрерывной прокатке, оно снабжено генератором колебаний, включенным на вход регулятора скорости последующей клети по ходу проката, генератором тактовых импульсов, включенным на вход генератора колебаний, триггером, выход которого связан с интеграторами, а вход - с генератором тактовых импульсов, нуль-органом, включенным между датчиком петли и вторым входом триггера, блоком разности, подключенным к выходам интеграторов, заиоминающим устройством на выходе блока разности и блоком умножения, один вход которого связан с заноминающим устройством, а второй - с выходом тахогенератора предыдущей клети.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система регулирования натяжения полос | 1980 |
|
SU931254A1 |
| Устройство управления скоростным режимом группы клетей непрерывного прокатного стана | 1986 |
|
SU1397111A1 |
| Устройство для регулирования скорости двигателя | 1981 |
|
SU970331A2 |
| Устройство для регулирования межклетьевых натяжений | 1980 |
|
SU930811A1 |
| Способ управления ускоренным охлаждением проката и устройство для его осуществления | 1988 |
|
SU1547901A1 |
| УСТРОЙСТВО для АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ НАТЯЖЕНИЯ ПРОКАТА МЕЖДУ КЛЕТЯМИ НЕПРЕРЫВНОГО | 1973 |
|
SU399262A1 |
| Устройство регулирования натяжения полосы в станах холодной прокатки | 1984 |
|
SU1227278A1 |
| СПОСОБ АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ ПРОЦЕССОМ НЕПРЕРЫВНОЙ ПРОКАТКИ С ПЕТЛЕЙ СОРТОВОГО МЕТАЛЛА И ПРОВОЛОКИ | 1998 |
|
RU2139157C1 |
| Устройство регулирования ширины полосы на станах горячей прокатки | 1981 |
|
SU982833A1 |
| Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки | 1977 |
|
SU733753A1 |