Изобретение относится к автоматизации прокатного производства, а именно к функциональньам схемам систе автоматического регулирования толщины полосы непрерьлвного стана горячей прокатки и может быть использовано при прокатке полосового материала. Известна система автоматического регулирования толщины полосы в продольном и в поперечном направлениях, работа которой основана на совместном гидрораспоре опорных и гидроизги бе рабочих валков 1. Однако такие системы требуют осна щения прокатных клетей сложным и дорогрстоящим гидравлическим оборудованием, а также датчиками непосредст венного измерения поперечной разното щинности и формы полосы, вторые из которых в настоящее время выполнены только контактными. Поэтому такие системы автоматического регулирования толщины полосы применяются в основном на станах холодной прокатки, а на станах горячей прокатки не нашлр широкого применения. Наиболее близким к изобретению по технической сущности и достигаемому результату является система автся ати ческого регулирования толщины полосы для чистовой группы непрерывного стана горячей прокатки, содержащая устройство автоматической коррекции толщины, соединенное с установленным за последней клетью толщиномером и с установленными на каждой клетиiрегуляторами толщины, соединенными с датчиками давления и с приводами нажимных винтов; канал управления по возмущению в опорной клети, который включает блок регулируемого.запаздывания и соединен с регуляторами толщины опорной и регулирующей клетей и с тахогенератором опорной клети; интегральный канал коррекции по усилию прокатки в последней клети, который включaeтJ интегратор, ключи и соединен с каналом управления по возмущению в опорной клети, с регулятором толщины и тахогенераторсм последней клети, а также ;вычислительнЬе устройство, которое соединено с каналом управления по возмущению в опорной клети, с интегральным каналом коррекции по усилию прокатки в последней клети,с устройством автсэматической коррекциитолщины и с регулятором толщины регулирующей клети .
Кроме контроля продольрюй толщины олосы в этой системе автоматического регулирования толщины полосы осуествляется также контроль и стабиизация усилия прокатки только в поледней клети, что отчасти уменьшает оперечную разнотолщинность полосы.
Однако данная система не обеспеивает контроль усилия прокатки в редпоследней клети, отсутствие котоого прив.одит к ухудшению плоскостности полосы на выходе стана.
Цель изобретения - повышение качества проката по плоскости путем стабилизации усилия прокатки в двух последних клетях.
Цель достигается тем, что в систему автоматического регулирования толщины полосы непрерывного стана горячей прокатки, содержащую устройство автоматической коррекции толщины, соединенное с установленным за последней клетью толщиномером и с установленными на каждой клети регуляторами толщины, имеющими связь с датчиками давления и с приводами нажимных Винтов ; канал управления по возмущению в опорной клети, который имеет блок регулируемого запаздывания и соединен с регуляторами толщины опорной и регулирующей клетей и с тахогенератором опорной клети; интегральный канал коррекции по усилию прокатки в последней клети, который имеет интегратор, ключ и соединен с каналом управления по возмущению в опорной клети, с регулятором толщины и тахогенератором последней клети, дополнительно введены логический блок, соединенные сним таймер, ключи, нуль-орган и блок вьвделения среднего значения; регулятор нагрузки, который выполнен на усилителе с зоной нечувствительности и интеграторе и соединен с регуляторами толщины первых клетей и каналом управления по возмущению в опорной клети; блок автоматической коррекции коэффициента -усиления, который выполнен нЪсугиматорах, интеграторе и источнике эталонного значения коэффициента усиления и соединен с каналом управления
по возмущению в опорной клети и через ключи с интегральным каналом коррекции по усилению прокатки в последней KJjeTM; регулятор давления, который установлен на предпоследней клети и соединен с датчиком давления предпоследней клети и через ключ с приводом нажимного механизма предпоследней клети, причем канал управления по возмущению в опорной клети дополнительно содержит блок умножения, с тиматор и усилитель-ограничитель, а интегральный канал коррекции по усилию прокауки в последней клети дополнительно содержит блок умножения. На чертеже приведена функциональ-ная схема системы автоматического
регулирования Толщины пелось, HfjiipepbiBHOio стана горячей прокатки.
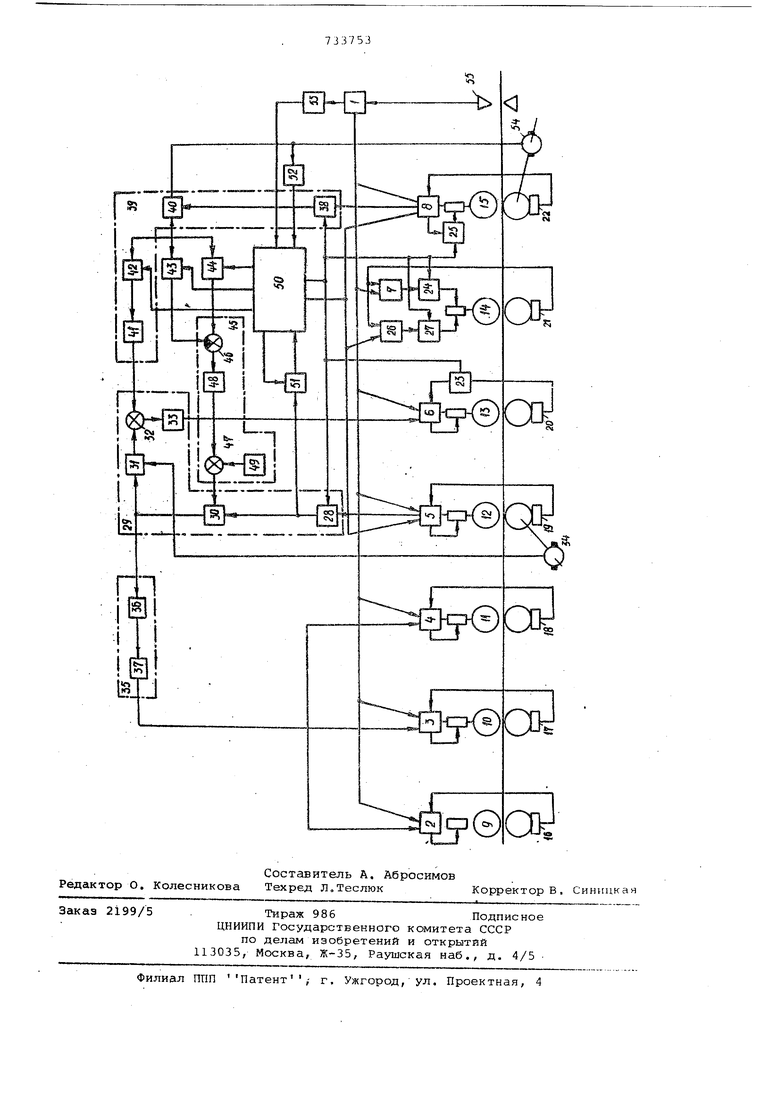
Схема автоматического рехулирования толщины полосы непрерывного -тан горячей прокатки содержит блок 1 автоматической коррекции толщины, соединенный с регуляторами 2-8 толщины, которые установлены соответственно на клетях 9-15 чистовой группы непрерывного стана горячей прокатки с приводами нажимных винтов и имеют связь с датчиками 16-22 давления и с приводами нажимных винтов клетей 9-1 причем связь рехулятора. 6 толщины регулирующей клети 13 с датчиком 20 давления осуществлена через ключ 23, связь регулятора 7 толщины предпоследней клети 14 с приводом нажимных винтов этой клети через ключ 24, а связь регулятора 8 толщины последней клети 15с приводом нажимного механима клети 15 - через ключ 25,
На предпоследней клети 14 кроме регулятора 7 толщины установлен также регулятор 26 давления, связанный с датчиком 21 давления и через ключ 27 с приводом нажимных винтов клети 1 4 .
Регулятор 5 толщины опорной клети 12 через ключ 28. соединен с каналом 29 управления по возмущению в опорной клети, выполненным на блоке 30 умножения, блоке 31 регулируемого запаздывания, сумматоре 32 и усилителе-ограничителе 33, а также с тахогенератором 34 опорной клети 12 и с регулятором 35 нагрузки, выполненным на усилителе 36 с зоной нечувствительности и интеграторе 37. Регулятор 35 нагрузки связан с регуляторами 2-4 толщины первых клетей 9-11,
Регулятор 8 толщины последней клети 15 через ключ 38 соединен с интегральным каналом 39 коррекции по усилию прокатки в последней клети, выполненным на блоке 40 умножения, интеграторе 41 и ключе 42.
Интегральный канал 39 коррекции по усилию прокатки в последней клети соединен с каналом 29 управления по возмущению в опорной клети и через ключи 43, 44 с блоком 45 автоматической коррекции коэффициента усилия, -выполненным на сумматорах 46, 47, интеграторе 48 и источнике 49 эталонного значения коэффициента усиления.
Ключи 23-25, 27, 28, 38, 42, 43 44 соединены с логическим блоком 50 с которым соединены также блок 51 выделения среднего значения, таймер 52 и нуль-орган 53,
Таймер 52 соединен с тахогенератором 54 последней клети, который соединен с интегральным.каналом 39 коррекции по усилию прокатки последней клети.
Нуль-орган 53 соединен с блоком автоматической коррекции Tcuimnnw, который связан с установленным за по следней клетью толщиномером 55. Система автоматического регулирования толщины полосы непрерывного стана горячей прокатки работает следующим образом. Перед подходом первой полосы новой программы ключи 23-25 включены, а ключи 27-28, 42-44 отключены. При прохождении головного участка первой полосы через клети 9-15 регуляторы 2-8 толщины запоминают раство ры валков и усилия прокатки, а затем осуществляют стабилизацию толщины на выходе из каждой клети путем воздействия на приводы нажимных в,интов, компенсируя все возмущения, поступающие со стороны прокатываемой полосы, например колебания температуры по длине полосы, колебания толщины подката, изменения химического соста ва полосы и т.д. При прохождении головного конца полосы под толщиномером 55, установленным на выходе стана, включается блок 1 автоматической коррекции толщины, который меняет уставки регуляторов 2-7 толщины до тех пор, пока отклонение толщины полосы на выходе стана не станет равным 0. При достижении нулевой продольной разнотолщинности по сигналу от блока 1 автоматической коррекции толщины срабатывает нуль-орган 53 и выдает сигнал на вход логического блока 50. По этому сигналу логический блок 50 выдает сигнал на регуляторы 5 и 8 толщины соответственно опорной и последней клетей стана и на регулятор 26 давления предпоследней клети стана на запоминание уставок давления, соответствующих нулевой пролольной разнотолщинности. По истечении времени, необходимого для запоминания уставок, логический блок -50 выдает сигнал на ключи 23-25, 27-28. Ключи 23-25 отключаются, а ключи 27-28 включаются. При этом регулятор 6 толщины регулирующей клети 13 переводится в ре жим регулятора положения, нажимных винтов, регуляторы 7, 8 толщины соответственно предпоследней и последней клетей стана отключаются и включается регулятор 26 давления предпоследней клети 14. Одновременно логический блок 50 .выдает сигнал на блок 51 выделения среднего значения, устанавливая его в нулевое состояние. В дальнейшем ло гический блок 50 по сигналам от таймера 52 выдает на блок 51 выделения среднего значения сигналы установки в О с периодом, равным времени прохождения полосы от опорной клети 12 до последней клети 15 стана, что позволяет учитывать транспортное запаздывание. При наличии возмущения со стороны полосы (например, более холодное место на полосе) сигнал отклонения усилия прокатки дР опорной клети 12 через ключ 28 поступает на первый вход блока 30 умножения, на второй вход которого поступает начальное значение коэффициента усиления Кд от источника 49 эталонного.значения коэффициента усиления через сумматор 47. С выхода блока 30 умножения сигнал др. KQ .поступает на блок 31 регулируемого запаздывания, на второй вход которого поступает сигнал от тахогенератора 34 опорной клети 12, регулирующий время задержки блока 31 регулируемого запаздывания в соответствии с временем прохождения полосы от опорной клети 12 до регулирукнцей ,клети 13. С выхода блока 31 регулируемой задержки сигнал через сумматор 32 поступает на усилитель-ограничитель 33 (усилитель с зоной насыщения), с выхода которого сигнал подают на регулятор 6 толщины регулирующей клети 13, причем последний работает как регулятор положения нажимных винтов регулирующей клети, так как ключ 23 отключен и связь регулятора б толщины с датчиком 20 давления разорвана. Таким образом измеренное в опорной клети 12 возмущение по усилию прокатки воздействует/ на привод нажимных винтов следующей по ходу прокатки регулирующей клети 13 стана. Сигнал ДР-КО с выхода блока 30 умножения одновременно с поступлением на вход блока 31 регулируемой задержки поступает на вход усилителя 36 с зоной нечувствительности регулятора 35 нагрузки. Зона нечувствительности усилителя 36 выбрана такой, что сигнал, поступающий с выхода блока 30 умножения, меньше этой зоны до тех пор, пока регулирующая клеть 13 способа сама отработает возмущение со стороны полосы без подачи регулирующего воздействия на приводы нажимных винтов первых клетей 9-11 стана. Сигнал дР с регулятора 5 толщины опорной клети 12 одновременно с поступлением на вход блока 30 умножения поступает на вход блока 51 выделения среднего значения, с Ьыхода которого сигнал А Р(-;р поступает на логический блок 50. В зависимости от величины и знака этого сигнала ДРср логический блок 50 переключает каналы регулирования путем коммутации ключей 42-44 . Если ( ДРср) С, логический блок 50 включает ключ 42 (ключи .43, 44 отключены) . Сигнал отклонения усилия прокатки дР в последней клети 15 стана через ключ 38 поступает на
ход блока 40 умножения, на второй ход коюрого подан сигнал V от таогенератора 54 последней клети 15. выхода блока .40 умножения сигнал
АРV через ключ 42 поступает на ход интегратора 41 и далее на вход умматора 32, на второй вход котороо поступает сигнал ДР-Кр от блоа 31 регулируемой задержки.
С выхода сумматора 32 сигнал (дР-Кр + дРv) через усилительограничитель 33 поступает на регулятор б толщины регулирующей клети 13, усиливая воздействие на привод нажимных винтов регулирующей клети 13 с тем, чтобы усилие прокатки в последней клети 15 стана оставалось постоянным, причем зона насыщения усилителя-ограничителя 33 выбрана такой, что сигнал, поступающий на вход усилителя-ограничителя с сумматора 32, меньше зоны насыщения до тех пор, пока регулирующая клеть 13 способна сама отработать возмущение без подачи регулирующего воздействия на приводы нажимных винтов других клетей.
Если лРрр 7 С, логический блок 50 включает ключ 44 (ключи 42, 43 отключены) . Тогда с выхода блока 40 умножения сигнал APV через ключ 44 поступает на суммирующий вход сумматора 46 и далее через интегратор 48 на вход сумматора 47, на второй вход
которого подан сигнал К от источника 49 эталонного значения коэффициенTat усиления. При этом сигнал,поступающий с выхода сумматора 47 на вход блока 30, умножения увеличивается до величины Кр -.лК и соответственно увеличивается сигнал воздействия на привод нажимных, винтов регулирующей клети 13. При достаточно большом сигнал с выхода блока 30 умножения дРСКц-ДК) .станет-больше зоны нечу:вствительности усилителя 36 и регулятор 35 нагрузки передаст сигнал воздействия на регуляторы толщины первых клетей.
Если С, логический блок 50 включает ключ.43 (ключи 42, 44 отключены). Сигнал APv с блока умножения 40 поступает на вычитающий вход сумматора 46.и далее через интегратор 48 на вход сумматора 47, уменьшая сигнал с выхода блока 45 автоматической коррекции коэффициента усиления до величины К, - л.К, тем самым ;уменьшая регулирующее воздействие а регулирующую клеть 13.
Величина С определяется условиями устойчивости работы канала, включающего регулятор толщины последней клети 15, ключ 38, блок 40 умножения, ключи 43-44 и блок 45 автоматической коррекции коэффициента усиления при наличии возмущений в последней клети 15 стана, не связанных с влиянием подката, т.е. с влиянием, например, теплрвого расширения и износа валков
эффекта всплывания валков при ускорении и т.д.
Таким образом, система позволяет стабилизировать усилие прокатки в двух последних клетях, что повыолает качество проката.
Формула изобретения
Система автоматического регулирования толщины полосы непрерывного стана горячейпрокатки, содержащая блок автоматической коррекции толщины, толщиномер, регуляторы толщины в клети, датчики давления, привода нажимных винтов, блок регулируемого запаздывания, тахогенератор опорной клети; тахогенератор последней клети, причем первый выход блока автоматической коррекции толщины соединен с первыми входами всех регуляторов толщины, вторые входы регуляторов толщины соединены со вторыми выходами привода нажимных винтов, первые выходы которых соединены с нажимными винтами, входы которых на первых пяти клетях соединены с первыми выходами, регуляторов ..толщины, третьи входы которых соединены с выходами датчиков давления на всех клетях кроме регулирунадей. клети, выход тахогенератора опорной клети соединен с первым входом блока запаздывания, выход толщиномера соединен со входом блока автоматической коррекции толщины, отличаю щаяс я тем, что с целью повышения качества проката по плоскостности и толщине путем стабилизации усилия прокатки в двух последни клетях, в нее дополнительно введены логйчесйий блок, таймер, ключи, нульорган, блок выделения среднего значения, усилитель с зоной нечувствительности, интеграторы, сумматоры, источник эталонного значения коэффициента усиления, блоки умножения, усилитель-ограничитель, регулятор давления причем второй выход блока автоматической коррекции толщины соединен со входом нуль-органа, выход которого соединен с первым входом логического блока, второй вход которого соединен с выходом таймера, вхо которого соединен с выходом тахогенератора, который также соединен с первым входом первого умножителя, выход которого соединен с первыми входами первого, второго и третьего ключей, вторые входы которых соединены соответственно с первым, вторым и третьим выходами логического блока пятый выход которого соединен с первыми входами четвертогоf пятого, шестого, седьмого, восьмого и девятого ключей, шестой выход логического блока соединен с четвертыми входами ре гуляторов толщины на опорной и пс следней клетях и с первым входом регулятора давления, а четвертьгй выход логического djjOKa соединен с первым входом блока выделения среднего значения, выход которого соединен с третьим входом логического блока, а его второй вход с выходом девятого Kjno4a второй вход которого соединен со вторым выходом регулятора толщины опорной клети, а выход этого ключа соединен также со вторым входом второго умножителя, первый вход которого соединен, с выходом первого сумматора, второй вход которого соединен с выходом источника эталонного значения коэффициента усиления, а первый вход - с выходом первого интегратора, вход которого соединен с выходом второго сумматора первый вход которого соединен с выходом второго ключа, а второй вход - с выходом третьего ключа, выход первого ключа соединен со входом второго интегратора, вьоход которого соединен с первым входом третьего сумматора, второй вход которого соединен с выходом блока запаздывания, второй вход которого соединен с выходом второго умножителя, также соединен со входом усилителя с зоной нечувствительности выход которого соединен ;со входом третьего интегратора, выход которого соединен с четвертыми входами регуляторов толщины первых клетей, выход третьего сумматора соединен со входом усилителя-ограничителя выход которого соединен с четвертым входом регулятора.толщины регулирующей клети, третий вход которого соединен с выходе седьмого г ключа, второй вход которого соединен с выходом датчика.давления, регулирующей клети, выход датчика давления предпоследней клети соединен со вторым входсм регулятора .давления и с третьим входом регулятора.толщины предпоследней клети, выход которого соединен со вторым входом пятого ключа, выхбй которого соединен, с первым входом привода нажимных.винтов, второй вход которого соединен с выходом шестого ключа, второй вход которого соединен с выходом регулятора давления второй выход регулятора толщины последней клети соединен со входом четвертого ключа выход которого соединен со вторым входом первого умножителя, а первый выход регулятора толщины последней клети соединен со вторым входом восьмого ключа, выход которого соединен со входом
5 привода нажимных винтов последней клети.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 407595, кл. В 21 В 13/13, 27.11.72.
0
2.Патент США № 3416339, кл. 72-8, 17.12.78 (прототип).


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического регулирования толщины проката | 1981 |
|
SU980890A1 |
| Устройство для определения жесткостипОлОСы B пРОцЕССЕ НЕпРЕРыВНОй гОРячЕйпРОКАТКи | 1979 |
|
SU848110A1 |
| Система регулирования толщины полосы на стане горячей прокатки | 1980 |
|
SU910250A1 |
| СИСТЕМА "ТОНКОГО" РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ПОЛОСЫ НА НЕПРЕРЫВНОМ СТАНЕ ХОЛОДНОЙ ПРОКАТКИ | 1993 |
|
RU2065790C1 |
| Устройство для регулирования толщины проката | 1980 |
|
SU865459A1 |
| Устройство для фильтрации эксцентриситета валков при автоматическом регулировании толщины полосы | 1982 |
|
SU1063496A1 |
| Устройство для регулирования толщины при прокатке концов полос | 1983 |
|
SU1135512A2 |
| Устройство стабилизации ширины полосы на станах горячей прокатки | 1974 |
|
SU534265A1 |
| Устройство для регулирования толщины полосы на непрерывном стане холодной прокатки | 1980 |
|
SU921650A1 |
| Устройство автоматической коррекции толщины полосы стана горячей прокатки | 1978 |
|
SU774645A1 |