(54) УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СПИРАЛЬНОШОВНЫХ ТРУБ

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для соединения поперечных кромок ленты | 1972 |
|
SU520887A3 |
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Устройство для формовки спиральношовных труб | 1971 |
|
SU506272A3 |
| ПЕРЕГОРОДКА СУДОВОГО ПОМЕЩЕНИЯ | 1994 |
|
RU2084371C1 |
| Способ изготовления сварных труб из ленты и установка для его осуществления | 1987 |
|
SU1718714A3 |
| Устройство для изготовления спиральношовных труб | 1980 |
|
SU935155A1 |
| КОНСТРУКЦИЯ ПЕРЕГОРОДКИ | 1993 |
|
RU2062730C1 |
| УСТРОЙСТВО для ДУГОВОЙ СВАРКИ ВНУТРЕННИХ швов ТРУБ | 1972 |
|
SU335061A1 |
| Способ изготовления спирально-шовных труб | 1987 |
|
SU1489873A1 |
| Стан для изготовления оребренных труб высокочастотной сваркой | 1982 |
|
SU1138278A1 |
1
Устрс йство относится к оборудованию для изготовления спиральношовных труб из металличес;гай ленты.
Известны установки для изготовления спиральношовных труб, содержащие кольцевую роликовую обойму и сварочные головки для о.варки внутреннего и наружного шва.
Однако сварные швы труб, полученных на известной установке, имеют большие напряжения, возникающие в результате серповидности исходной стальной ленты.
С целью устранения этого недостатка за счет обеспечения оптимальной величины зазора между стыкуемыми кромками ленты путем поворота сваренной части трубы в предлагаемой установке ролики обоймы расположены таким образом, чтобы точки их контакта с трубой лежали в плоскости, проходящей через точку сварки, вьшолиенную первой головкой.
Это устройство дает возможность с достаточной точностью сохранить форму и диаметр свариваемой трубы.
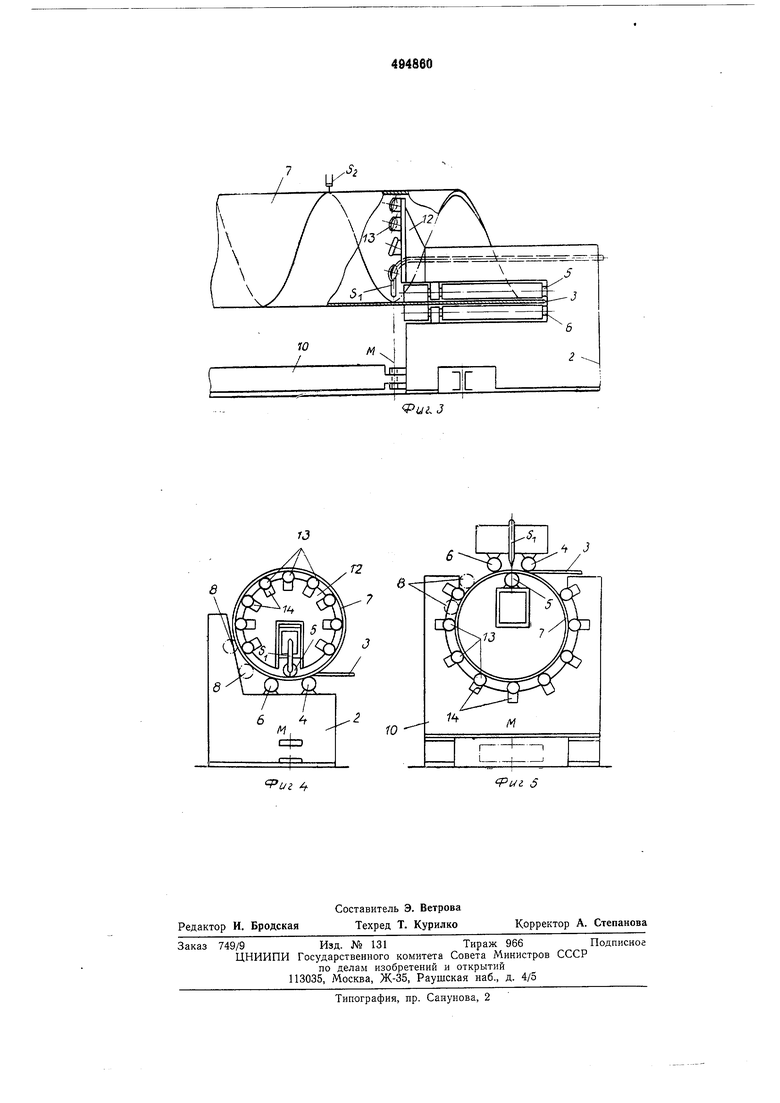
На фиг. 1 изображена предлагаемая установка, вид сверху; на фиг. 2 - схема влияния веса ленты на деформацию трубы; на фиг. 3- рабочая зона установки; на фиг. 4 - система внутреннего удержания трубы; на фиг. 5 - система наружного удержания трубы.
Установка состоит из катушки 1. С катушки непрерывно сматывается и подается в формующее приспособление 2 лента 3, в котором она валками 4, 5, 6 превращается в трубу 7
с винтовым швом. Установка может иметь дополнительные валки 8.
Формуемую трубу сваривают внутри и снаружи, для чего предусмотрены две сварочные головки Sj и S2. Устройство снабжено также
измерительным приспособлением в виде щупа, измеряющего взаимное расположение кромок ленты и при отклонении его от заданного воздействующего на двигатель 9, который поворачивает опорную раму 10 вокруг
центра тяжести М. На раму 10 опирается выходящая из формующего приспособления 2 и направляемая роликами И труба 7.
Во время остывания сварного шва, выполненного первой головкой, усилия, воздействующие на трубу и ленту, могут оказывать влияние на форму и диаметр трубы (см. фиг. 2а и 26).
В предлагаемой установке трубу удерживают как раз в этой критической зоне, которая следует непосредственно за первой операцией сварки, как показано на фиг. 2в при подаче трубы снизу и на фиг. 2г при подаче трубы сверху.
Для этого в установке имеется опорный диск 1, снабженный по окружности точечными или линейными удерживающими элементами Id. Эти элементы расположены в плоскости, которая проходит через точку сварки первой сварочной головки S
Удерживающие элементы выполнены в виде свободно вращающихся щариков или наклонно установленных роликов и расположены параллельно спиральному щву.
На фиг. 5 показан вариант установки удерживающих элементов 13 снаружи трубы 7 непосредственно на опорной раме 10 Этот вариант выполнения устройства особенно удобен в том случае, когда ленту подают сверху
При своих формах выполнения удерживающие элементы 13 установлены с возможностью радиального перемещения в направляющих 14. Кроме того, удерживающие элеа
/--о
)
/
- I
о
у
( I
в
,
9
г
менты каждый в отдельности и все вместе совместно с несущим диском 12 могут перемещаться поперек оси трубы. Это дает возможность во время процесса сварки регулировать размеры трубы.
Предмет изобретения
Установка для изготовления спиральнощовных труб, содержащая кольцевую роликовую обойму и сварочные головки, отличающаяся тем, что, с целью улучщения качества труб за счет поддержания постоянным зазора между стыкуемыми кромками ленты путем поворота сваренной части трубы, ролики обоймы расположены таким образом, чтобы точки их контакта с трубой лежали в плоскости, проходящей через точку сварки, выполненную первой головкой.
Ui 7
/
ix Я /
V-°У
9
р
р
i/г 2
/
rj
8
4
Ф., J
-V J
г J
