Изобретение относится к трубному произво дству, а именно к изготовле нию сварных труб, и наиболее эффективно может быть использовано при получении спиральношовных труб ТВЧ с малыми углагЛ формовки.
Цель изобретения - повышение качества труб за счет повышения точности диаметра при сварном соедине- mm кромок равнопрочным основному металлу.
Сущность способа заключается в том, что дополнительно непосредственно после сварки кромок уменьшают диаметр трубы, делая его меньше нб- минальиого с учетом минусового допус ка на диаметр, а затем калибруют по внутреннему диаметру на заданный размер готовой трубы,
На чертеже представлена схема изготовления спиральнойовных труб,
. Способ осуществляют следующим образом,
Полосу I задают под небольшим уг- лом в формовочное устройство 2 и формуют в трубную заготовку 3, а затем кромки полосы 1 и сформированного витка, сходящиеся в точке сварки 4, сваривают с помощью шовообжимной клети 5, Затем диаметр трубы 6 с помощью роликовой обоймы 7 уменьшают. Внутренней вращающейся оправкой 8 калибруют трубу по внутреннему диаметру, получая при этом высококачест венную трубу 9 с заданным диаметром. Кроме это.ро, калибрующая оправка является и опорой дли штанги-, на которой размещена внутренняя оправка 10, участвующая в формовке трубной заго-
ТОВК.Ив
Пример осуществления способа изготовления спиральношовных труб диаметром мм, Из стальной полосы толщиной 3 мм to,2 и шириной ,5 формовали трубную заготовку с углом
спирали i 20 , Кроме полосы и формовочного витка трубы диаметром D разогревали с помощью сварочного генератора мощностью 400 кВт с частотой тока 440 кГц и сваривали в точке их схождения встык. Обжатие производили в шовообжимной клети. Далее за точкой сварки трубу dvp 150 MMiO,8% уменьшали по наружному диаметру до диаметра мм - 0,8, а затем калибровали по внутреннему диаметру на величину заданного диаметра готовой трубы мм,
В принципе возможно эквивалентное решение, заключающееся в том, что перед калибровкой трубу раздают, а затем калибруют по наружному диаметру, однако осуществление втого варианта в связи с технологиическими . сложностями нецелесообрйзно.
Способ из1готовления спиральношовных труб позволяет повысить качество труб за счет создания лучзлих условий их обработки и улучшить их геометри- ческие характеристики и точность по диаметру путем уменьшения наружного диаметра трубы непосредственно после сварки и последующей калибровки по внутреннему диаметру на величине заданного диаметра трубы,
Формула изобретения
Способ изготовления спиральноштэв- ных труб, при котором полосу формуют в трубную заготовку, сваривают сходящиеся кромки и полученную трубу калибруют, о тл и чающийся тем, что, с Целью повышения качества труб,перед калибровкой сваренную трубу деформируют до диаметра менее номинального, но на вел1Лину не более минусового допуска, а затем калибрую по внутреннему диаметру на заданный pri3Mep готовой трубы.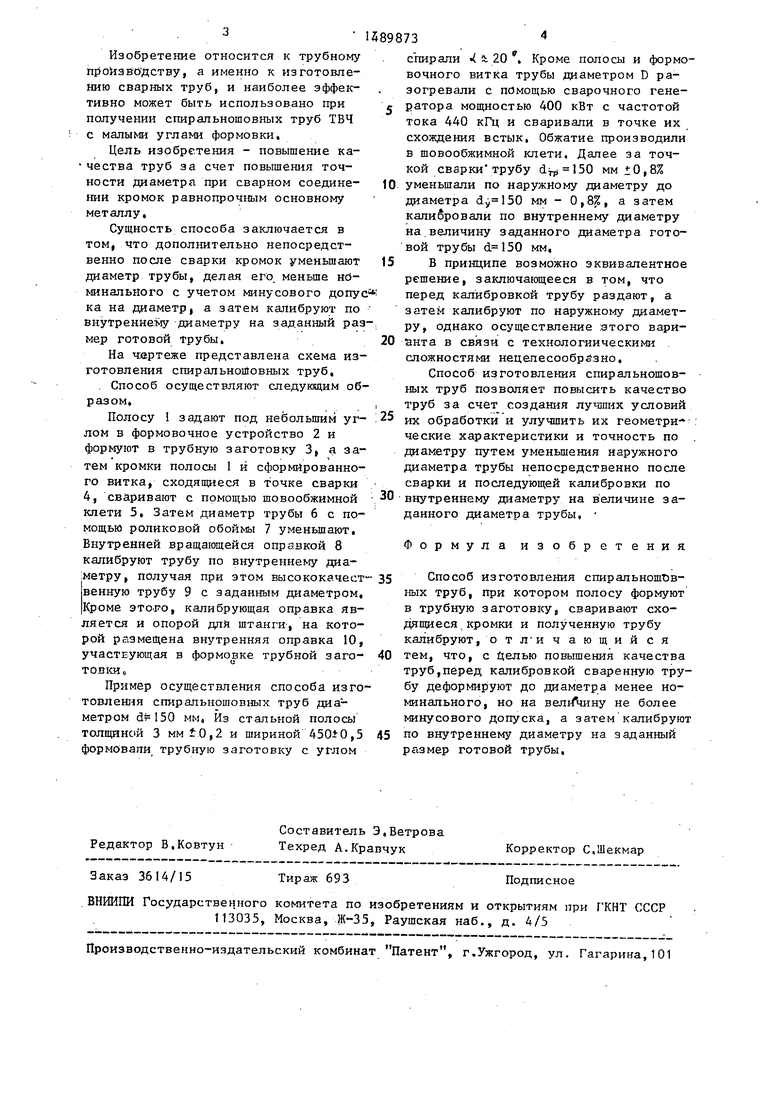
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения спиральношовных труб из стальной катаной полосы | 1986 |
|
SU1704879A1 |
| Способ производства труб | 1991 |
|
SU1790460A3 |
| Способ изготовления спиральношовных труб | 1979 |
|
SU772645A1 |
| Устройство для изготовления сварных спиральношовных труб | 1977 |
|
SU700224A1 |
| Способ производства спирально-шОВНыХ ТРуб | 1979 |
|
SU806195A1 |
| Формовочное устройство для производства спиральношовных труб | 1980 |
|
SU880547A1 |
| Формовочная втулка для изготовления спиральношовных труб | 1980 |
|
SU1142191A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ СПИРАЛЬНОШОВНЫХ ТРУБ | 1973 |
|
SU397246A1 |
| Способ изготовления сварных замкнутых профилей | 1989 |
|
SU1764907A1 |
| СПОСОБ И СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2013 |
|
RU2546951C2 |
Изобретение относится к трубному производству, а именно к изготовлению сварных труб, и может быть использовано при получении спиральношовных труб. Цель изобретения - повышение качества труб. После сварки кромок полосы 1 и заготовки 3 в роликовой обойме 7 уменьшают диаметр сваренной трубы до значения, меньше номинального, но не более величины минусового допуска. Затем калибруют трубу вращающейся оправкой 8 до заданного значения диаметра. Калибрующая оправка является и опорой для штанги, на которой размещена внутренняя оправка, участвующая в формовке трубной заготовки. Точность труб по диаметру улучшается за счет уменьшения наружного диаметра трубы непосредственно после сварки и последующей калибровки по внутреннему диаметру на величину заданного диаметра трубы. 1 ил.
Редактор В,Ковтун
Составитель Э,Ветрова Техред А.Кравчук
Заказ 3614/15
Тираж 693
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Корректор С,И1екмар
Подписное
| Патент США 3201559, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
