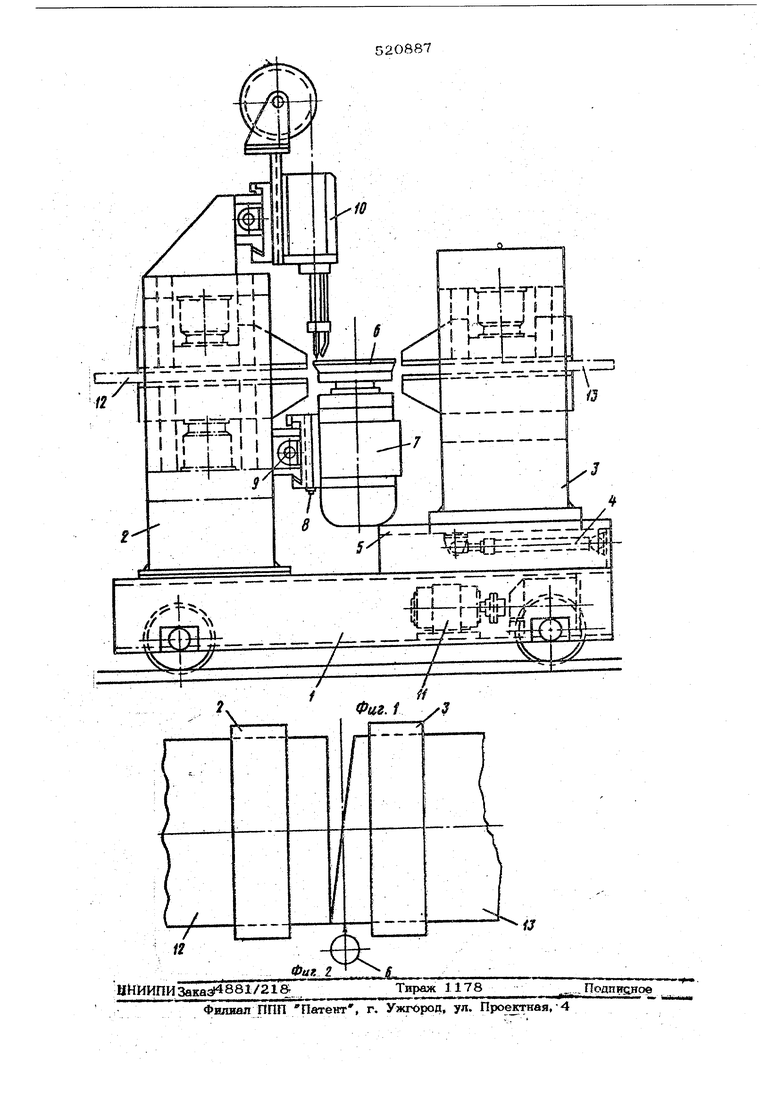
(приводом 7 и устаноБЛека с возможность поворота относитепьно оси 8, перпендаку лярной плоскости ленты и параллельной j оси врашеиия фразы.Д оль обрабатываемых кромок фреза ремешается при помощи привода 9. Сварка произЕЮДитса посредством свв« Гючногр приспособления 10.1 Рама 1 перемещается со скоростью ne-j ремеш нвя ленты от привода 11,j Устройство работает следующим образом Концы12 и 13 непрерывно подаваемой . Чъ I стан ленты зажимаются в зажимных npMf; ::пособлениях 2 и 3. Затем приспособпоние 416 перемещается посредством привода 4 по на травляющим рельсам 5 до нвобходя(ОГо вааЦ JHMHoro расположений концов 12 и 13 обра батываемых {лей (см. фиг, 2). Фреза 6 устайавливаетсн в рабочее по- to ложение поворотом ее вокруг оси S. ЙкптсЦ/. дается привод 9 йодачн фрезы и привод 7 j lee вращения. Производится обрезка кромок и одновременно им придается заданная фор :ма. После обрезки кромок приспособШ) 3 (Перемещается для установки йонцов полос в положение сварки. ,1 Включается привод подачи сварочного приспособления 10.и производится сварка -концов 12-и 13 пенты. В процессе всей работы устройство церв /двигается со скоростью перемещения ленть, Предлагаемое устройство позволяет, та-Ч 1ИМ15браэоЦ;изгдтавливать;бесконечнуюмета; Яйческую ленту большой толщины для труб особенно большого р)азмера (например, диаметром 2,SO м) со спиральным щвом. BnaFbflajpK . обрабс(тке кромок цилиндрической фрезой обеспечивается прочность мес та сварки, которая необходима для после, дующего формования металлической ленты в трубу, причем достигается равномерная скр, рость подачи ленты при зажатии, обработке и сварке соединения поперечных кромок зё счет ,собственного привода уст ройства и, наконеЦ| осуществляется коррекция погрещностей в зажимании благодаря поворотной цилиндрической фрезе. Формула изобретенТия о,. Устройство для соединения поперечных. кромок ленты, непрерывно подаваемой в стан для изготовления сварных труб, содер жащее режуидее и сварочное приспособления, установленные с возможностью перемещения вдоль кромок на общей раме, в свою оче-; редь перемещающейся со скоростью движе- ния , отличающееся тем, что, с целью улучщения качества реза и уменьщения отходов при резке, в качесTBQ режущего йриспособления устройство содержит фрезу с режущими кромками, со- отвеуствующими заданной форме фасок на кромках i ленты i установленную с воэможностью поворота относительно оси, перпе дикулярной плоскости ленты и параллельной оси вращения фрезы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стан для сварки особотонкостенных спиральношовных труб | 1982 |
|
SU1097408A1 |
| Агрегат для изготовления сварных труб из узких полос | 1982 |
|
SU1112633A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРУБ ПОВЫШЕННОЙ ТОЧНОСТИ | 1994 |
|
RU2084300C1 |
| СТАН ДЛЯ ПРОИЗВОДСТВА СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 2012 |
|
RU2504449C1 |
| Способ изготовления многослойных спиральношовных труб и устройство для его осуществления | 1978 |
|
SU902654A3 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ, НАПОЛНЕНИЯ СЫПУЧИМ ПРОДУКТОМ И ЗАПЕЧАТЫВАНИЯ ПАКЕТОВ ИЗ ЛЕНТОЧНОГО ТЕРМОСКЛЕИВАЮЩЕГОСЯ МАТЕРИАЛА | 2000 |
|
RU2182106C2 |
| Станок для обрезки кромок листового материала | 1973 |
|
SU476158A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ НЕПРЕРЫВНОЙ РАЗЛИВКОЙ | 2007 |
|
RU2393940C1 |
| Стан для формовки и сварки особотонкостенных труб | 1982 |
|
SU1197755A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |