Изобретение относится к технологии производства трубчатых ламп-вспышек одноразового действия, которые генерируют оптическое излучение в процессе экзотермической химической реакции горения некоторых металлов, таких как магний, алюминий или цирконий в замкнутом объеме, заполненном кислородом или другим подходящим окислителем. Подобные лампы-вспышки находят широкое применение в черно-белой и цветной любительской или специальной фотографии, преимуществеипо в комплекте с вспышками - куб четырехкратного действия или с кассетными вариантами осветителей.
Известен способ изготовления трубчатых ламп-вспышек.
По этому способу два проволочных токоввода механически скрепляют и электрически соединяют между собой тонкой нитью зажигания, изготовлениой из вольфрама или вольфрам-рениевого сплава, и заваривают в стеклянном цоколе на одном конце трубчатой заготовки, открытой с противоположной стороны. После нанесения на нить зажигания поджигающей пасты через открытый конец трубки вводят горючий материал, например цирконий, в виде мелкоразмельчеиных скрученных в моток полосок фольги, подаваемых в колбу по специальному трубопроводу. Затем заполненную размельченной фольгой трубку
подвергают по возможности локальному нагреву и перетягивают (создают капиллярное сул{ение) на заданном расстоянии от открытого конца. После заполнения кислородом методом вымораживания колбу отпаивают и покрывают эластичной, исключающей разлет осколков при разрущенни лампы и одновременно корригирующей ее спектр излучения, пленкой на основе органических материалов.
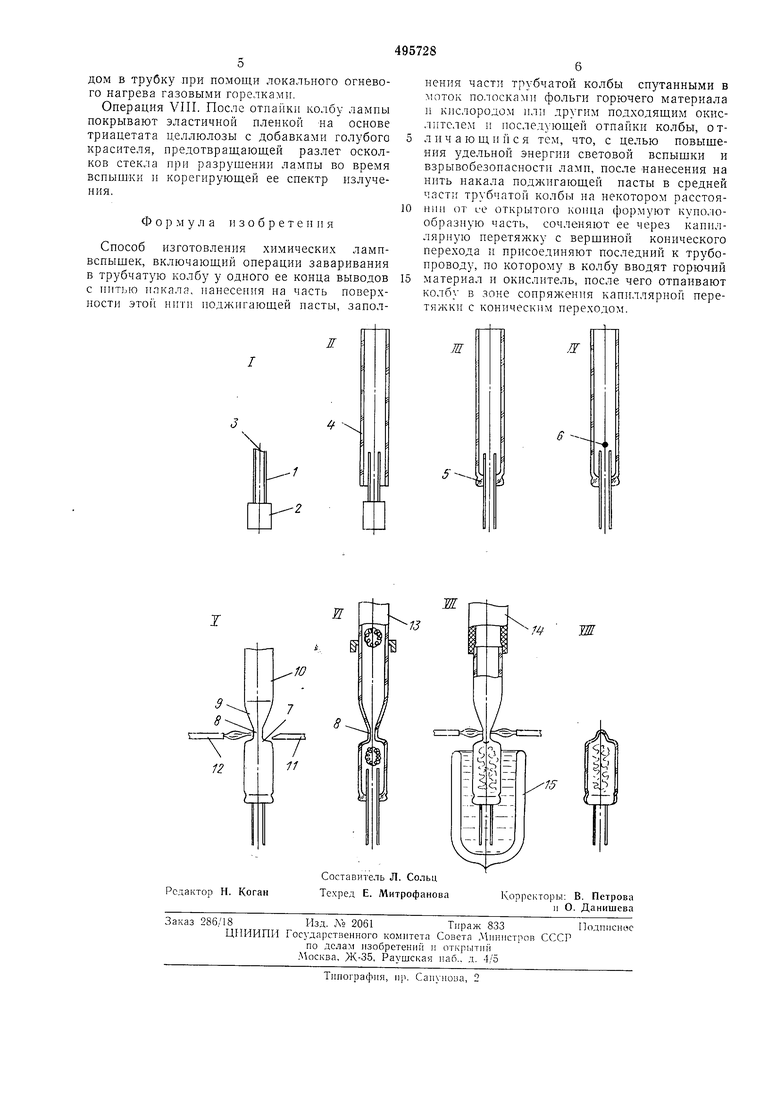
Таким образом известный способ изготовления химических ламп-вспыщек предусматривает формование цилиндрической колбы лампы и создание перетяжки (канйллярного сужения) в трубке после заполнения ее горючим материалом. Такая последовательность операций связана с существенными недостатками. Эти недостатки обусловлеиы прежде всего тем, что заполняющий трубку горючий материал, иапример циркониевая фольга, в процессе огневой обработки на воздухе (нагрев с применением газовых горелок) при перетяжке и формовке колбы подвергается преждевременному окислению со стороны, нрилегающей к зоне перетяжки. В связи с этим наполненпе колбы лампы мотками размельченной фольги осуществляют до определенного уровня, исходя из расчета образования балластного объема в ней (объема, в котором отсутствует фольга), примыкающего к зоне тепловой обработки трубки и ощутимо уменьшающего удельную величину эисргнн излучения ламны, либо путем сунхествениого усложнения автомата формовки и иеретяжки в результате применения ycTj), подаюи нх инертный газ в колбу в ироиееее ее термообработки. К чнелу недостатков извеетиого еиоеоба изготовления ламп-всиышек еледует отнести также трудности формовки наполиеиной горючим BIHIUVTHOM Ko.i6f.i чл тр бк1; пз ум ч И;1ення толпишм се err-iio-N ii со.данле мехаиичсеких наиряжеши в зоне перетяжки из-за ;ioкализации теплово обработки, что увеличивает взрывооиасиость готового изделия, заполиениого окислителе:, под высоким давлением (6--8 атл;). Enie олтшм витом технологического брака является также прнп, полосок фольги, приммкаюидих з зоие заварки, к стенкалг колбы, что умен1лнает ее механическую прочность. По предлагаемому енособу для умепьнтения бал.частного, не запотненного ук.чзанпым материалом объема колбы, способсгвуюи1его повьппеиню удельноГ| энергии светово всиьппкп, а также обеснечиваюпдего иов1)1И1ениую взрывобезонасиост заиолненного окислителем иод Bi icoKHM давлением (б-8 атм) готового изделия иосле завариваиия в трубчатой Заготовке на одном ее конце выводов ламиы с интью зажигания и иаиесеиия па чаегь ее иовсч)хиоетп поджигающе ; насты в средиеГ части трубки па выбранном расстоянии от ее копиа формуют куполообразную часть колбы, переходящую в каииллярпую пе)етяжку мало1 1 )тяжеииости, сопрягаемую с верщиной коничеекого перехода, сочленяемого у основания с Трубоироводом, но которому вводят в колбу сиутаиные полоски фольги горючего материала и отпаивают колбу в зоне соиряжеиия капилляра с верщиной коиического перехода носле заполнения ее окнслителем. На чертеже показаны последовательные операцнп () изготовления лами-вспышек. Операцпя I. Два п.татинитовт гх проволочпых вывода I (диаметром 0,3-0,4 мм и ддииой 40--15 мм) закрепляют в держателе 2 (на удалении 4---G мм друг от друга) и монги)уют на них иить накала 3 из вольфрама или вольфрамреииевого сплава диаметром 2 20 мк. Онерация IL Из стеклянного дрота отрезают трубчатую заготовку 4 (длиной 64 мм е виещним диаметром 9 мм и толпииго етеики 0,9 мм). Операция III. В заготовке размещаютсборKV платинитовы.х выводов с И1ггью накада и заваривают свободные концы с одной стороны трубки, образуя стеклянный иокоть 5. Заварку выводов в трубке осуиествляют HJIH тепловой обработке с 11оследуюн1ей 1итамиовкой, придавая eii плоскую форму. Операция IV. Через открытый конец трубки 4 на участки нити накала, примьичаюптне к выводам ламиы, наносят иоджигаюигую иаету, состояьцую из смеси порошка циркония с окнслите.тем и связующим материалом, температ ра Боснлалтенеиия которой находится в н еделах 300- 350°С. После удаления из трубки механизма нанесения ноджигающей насты на ее В(нутрениюю стенку может быть нанесено иидикаторное иятно 6 на основе хлористого или диа1 истого кобальта, изменяющего окраску под действггем атмосферной вдаги, и служанрс 1чтдикатором герметичности, а значит, ,1аботоснОСобности .мампы иосле еоответетвуюиий обработки е применением нагрева. Онерацня V. В грубчатой заготовке с заварепным в ней устройством зажигания в средней ее части (на paccTosnnni 25 мм от открытого копца) (1);;рмуюг куно.пообразиую часть 7 ко.тбы ламны, сопрягают ее через капнллярнуго перетялчку 8 (.тпаметро.м 2-3 м.м малой иротяжеппоети 1,5 2 ,тм) с верщиной ко)1Пческого ерехода 9 с .io:,i при верщпне меиее (Ю, переходянигм v основания в трубку 10. Эту операц1по осун1,еетвляют мехапиз грова1П Ы,1 способом с нримелением формовочного ножа 11 п огнево обработки с последуюJUirM nporpeiiOM верхне) части колбы щпроким газовым нламенем горелок 12, способствуюпп Х снятню механичееких натяжений в стекле. Возможность нримеиения щирокого пламени 1-орелок при формоваипи колбы и капилляр1го | Г1е 5етяжки позволяет создать ее купо;ioo6jia3Hyio част.ь без утоньщенпя стенок, а |-акже снять Лчеханические натяжения в стекле, что енособствует повыщению взрывобезонаепоетп ламиы при иаиолиепии ее окислителем под высоким давлением как в процессе производства, так п при экеилуатаци :. Опе)ация VI. Подготовлеппую заготовку соч. открьгго частью с трубопроводом 13, но которому вводят в ко.тбу сиутаниые в мотки нолоеки фольги горючего материала, в частности полоски циркония (длиной 80- 100 м.м, толщиной и шири1-ю1 соответственно 0,03X0,05 .мм, что соответствует навеске циркопня 30 мг), поступающие в колбу со ско)ость.10 2--5 лгсек. Скороеть подачи горючего .материала в колбу выбирается из условия обесиечения ирохождения его через замедляюН1ИЙ дв11жение коиический переход 9 и кап)-1Лля)ну1о пе)етяЖКу 8 и изменяется в зависимост 1 от величины угла нри верщипе указанHoio г ерехода, внутреппего диаметра п протяженности капилляра при заданных габаритах мотка и стенени отжига фольги. Операция II. Запол ;ениую горючим мате зиалом трубчатую колбу ламны после вак умпровання через трубопровод 14 подеоедиHsnoT к енстеме наполнения ее окислителем, iiai;;)HMep кпсло)одом. Наполнение кислоро:l : под даз.лепие. G--8 атм осуществляют после откачкн колбы безмасляным насосом, нометц;Пия ее в сосуд Дюара 15 п последую:ц го 1 тубокого вымораживания. Отиайку к;)лбы .тампы выполняют в зоне сопряжения капиллярпой пеоетяжки с копичесюгм переходом в трубку при помощи локального огневого нагрева газовыми горелками.
Операция VIII. После отпайки колбу лампы покрывают эластичной пленкой на основе триацетата целлюлозы с добавками голубого красителя, предотвращающей разлет осколков стекла njiii разрущении лампы во время вспышки и корегирующей ее спектр излучения.
Формула изобретения
Способ изготовления химических лампвспышек, включающий операции заваривания в трубчатую колбу у одного ее конца выводов с питью илкала, нанесения на часть поверхности этой И1ГГИ поджигающей пасты, заполI
нения части трубчатой колбы спутанными в моток полосками фольги горючего материала и кислородом или другим подходящим окислителем и последующей отпайки колбы, отличаю ш и и с я тем, что, с целью повышения удельной энергии световой вспышки и взрывобезопасности ламп, после нанесения на нить накала поджигающей пасты в средней части трубчатой колбы на некотором расстоянии от ие открьгтого конца (})ормуют куполообразную часть, сочленяют ее через каппллярную перетяжку с вершиной конического перехода и присоединяют последний к трубопроводу, по которому в колбу вводят горючий материал и окислитель, после чего отпаивают колбу в зоне сопрял ения капиллярной перетяжки с коническим переходом.
Л
Ш
| название | год | авторы | номер документа |
|---|---|---|---|
| Химическая лампа-вспышка | 1974 |
|
SU547584A1 |
| Способ изготовления электрических трубчатых ламп | 1973 |
|
SU550701A1 |
| Способ изготовления вакуумных кварцевых ламп накаливания | 1981 |
|
SU974461A1 |
| Способ изготовления бесштангельных разрядных ламп с фольговыми токовводами | 1974 |
|
SU498660A1 |
| Способ изготовления электрической лампы | 1987 |
|
SU1415273A1 |
| Способ изготовления сверхминиатюрных ламп из цветного стекла и устройство для его осуществления | 1982 |
|
SU1098051A1 |
| Способ изготовления температурных ламп накаливания | 1982 |
|
SU1056314A1 |
| ТРУБЧАТАЯ ЛАМПА НАКАЛИВАНИЯ | 1971 |
|
SU304876A1 |
| Лампа-вспышка | 1975 |
|
SU583779A3 |
| КСЕНОНОВАЯ ЛАМПА С КОРОТКОЙ ДУГОЙ ОДНОРАЗОВОГО | 1973 |
|
SU377924A1 |
