(54) УСТРОЙСТВО ДЛЯ СБОРКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и разборки резьбовых соединений | 1980 |
|
SU1024255A1 |
| Устройство для сборки и разборки резьбовых соединений | 1984 |
|
SU1174244A1 |
| Способ сборки резьбовых соединений и устройство для его осуществления | 1983 |
|
SU1196250A1 |
| Гайковерт для крупных резьбовыхСОЕдиНЕНий | 1979 |
|
SU814706A1 |
| Гайковерт | 1987 |
|
SU1445929A2 |
| Предохранительная муфта | 1978 |
|
SU796525A1 |
| Инерционный гайковерт | 1980 |
|
SU969506A1 |
| Многошпиндельный гайковерт (его варианты) | 1979 |
|
SU1183358A1 |
| Пневматический винтоверт | 1987 |
|
SU1452672A1 |
| Гайковерт | 1981 |
|
SU954204A1 |
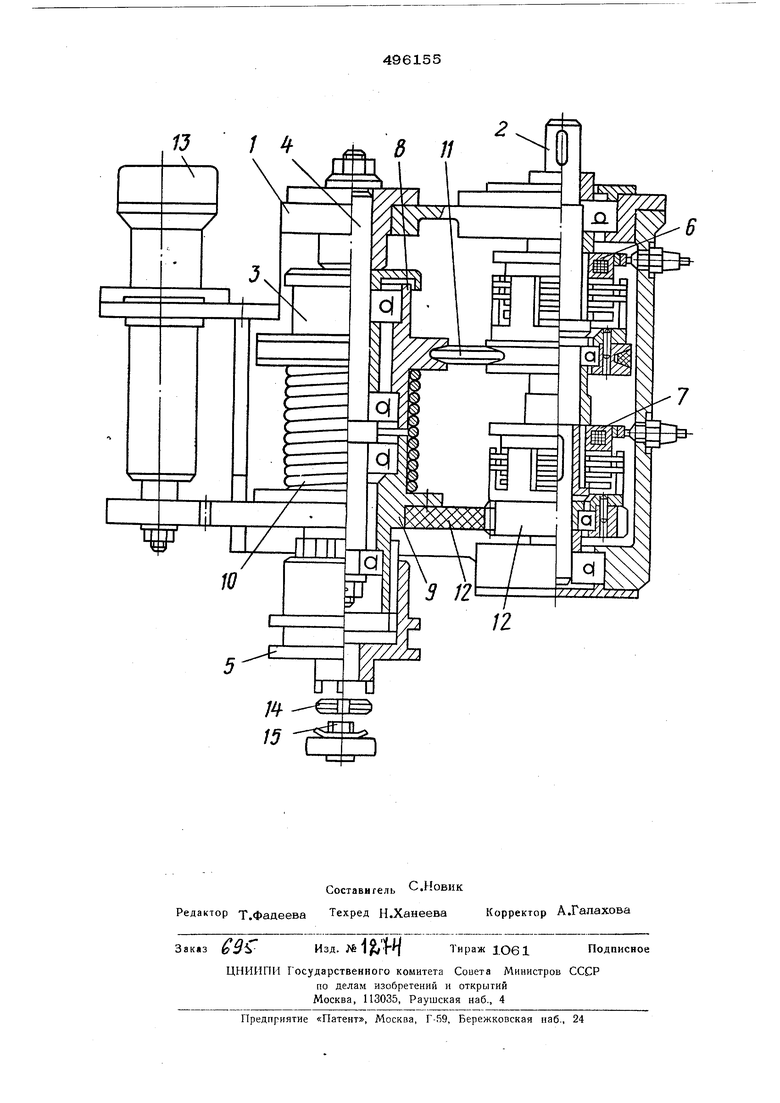
Изобретение относится к технологическ оснастке сборочных процессов, в частност к средствам автоматизации сборки резьбовых соединений, и может найти применени м в различных отраслях техники. Известны устройства для сборки резьбо вых соединений, содержащие ведущий вал, муфту предельного крутящего момента, шпиндель с навинчивающим инструментом и систему управления. Предлагаемое устройство отличается тем, что, с целью повышения надежности процесса, на ведущем валу смонтированы две электромагнитные муфты, одна из кот рых соединена передачей, не изменяющей направление вращения, с ведущей частью муфты предельного крутящего момента, а другая соединена передачей, изменяющей направление вращения, с ведомой частью той же муфты и со шпинделем, связанным в свою очередь передачей с переключающим элементом системы управления. На чертеже показано предлагаемое устройство, общий вид. Устройство для сборки резьбовых соеди нений содержит корпус 1, ведущий вал 2, муфту предельного момента 3, расположенную на неподвижной оси 4, и навинчивающий инструмент 5. На ведущем валу закреплены фрикционные электромагнитные муфты 6 и 7. Муфта : предельного i момента состоит из ведущей полумуфты 8 и ведомой полумуфты 9 с навинчивающим инструментом. Пружина 10 связывает усилием трения ведущую и ведомую полумуфты. Ведущая по лумуфта 8 соединена с ведомой частью электромагнитной муфты 6 ременной передачей 11, не изменяющей направление вращения. Ведомая полумуфта 9 с навинчивающим инструментом соединена с ведомой i частью электромагнитной муфты 7 зубчатой передачей 12, изменяющей направление вращения, и такой же передачей - с реле контроля скорости 13, Электромагнитная муфта 6 предназначена для включения правого вращения, а электромагнитная муфта 7 - для включения левого (реверсивного) вращения навинчивающего инструмента.
Работа устройства осуществляется следующим образом.
При включении привода (не показан) и электромагнитной муфты 6 вращение вала 2 передается через электромагни тную муфту 6, ременную передачу 11, муфту предельного момента 3 на навинчивающий инструмент 5. При наличии на загрузочной позиции гайки 14 и подшипника со втулкой 15 собираемого узла системаавтоматического управления (не показана) дает команду на их подачу в зону сборки, а также на опускание навинчивающего инструмента.
Навинчивание гайки происходит до тех пор, пока навинчивающий инструмент с гайкой опустится на заданную величину, ограниченную конечным выключателем (не показан), который дает команду на отвод навинчивающего инструмента 5 в исходное положение и сброс собранных деталей.
При возрастании величины крутящего момента выше допустимого/что происходит при заклинивании гайки из-за несовпадения начала захода резьб или при перекосе осей деталей, пробуксовывает муфта предельного момента, затем останавливает ся ведомая полумуфта 9 с навинчивающим инструментом 5 и реле контроля скорости 13. С остановкой реле контроля скорости его контакты дают команду системе автоматического управления на переключение электромагнитных муфт. Выключается муфта 6 и включается муфта 7, Ведомая по- лумуфта 9 с навинчивающим инструментом 5 получает кратковременное обратное вра-
шение через зубчатую передачу 12, минуя; муфту предельного момента.
После расклинивания резьбового соединения система автоматического управления
выключает муфту 7 и включает муфту 6. Работа устройства повторяется.
Система автоматического управления настраивается на определенное заданное количество реверсивных вращений инстру-
мента (попыток осуществить сборку резьбового соединения). Если невозможно осуществить сборку после отсчета заданного числа попыток происходит отвод навинчивающего инструмента 5 в исходное поло-
жение и сброс несобранных деталей в спе- циальный бункер.
Формула изобретения
Устройство для сборки резьбовых соединений, содержащее ведущий вал, муфту предельного крутящего момента, щпиндель ,с навинчивающим инструментом и систему управления, отличающее.ся тем, что, с целью повыщения надежности процесса, на ведущем валу смонтированы две электромагнитные муфты, одна из которых соединена передачей, не изменяющей направление вращения, с ведущей ча стью муфты предельного крутящего момента, а другая соединена передачей, -изменяющей направление вращения, с ведомой чае стью той же муфты и со щпинделем, связанным в свою очередь передачей с переключающим элементом системы управления.
