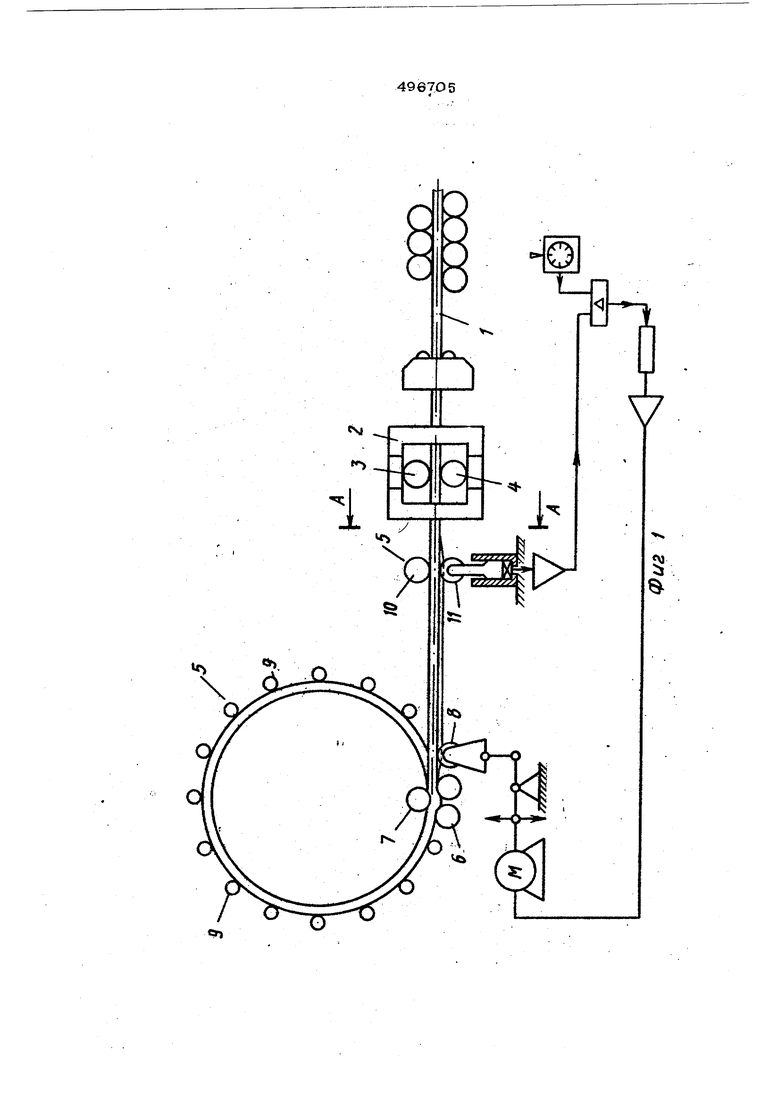
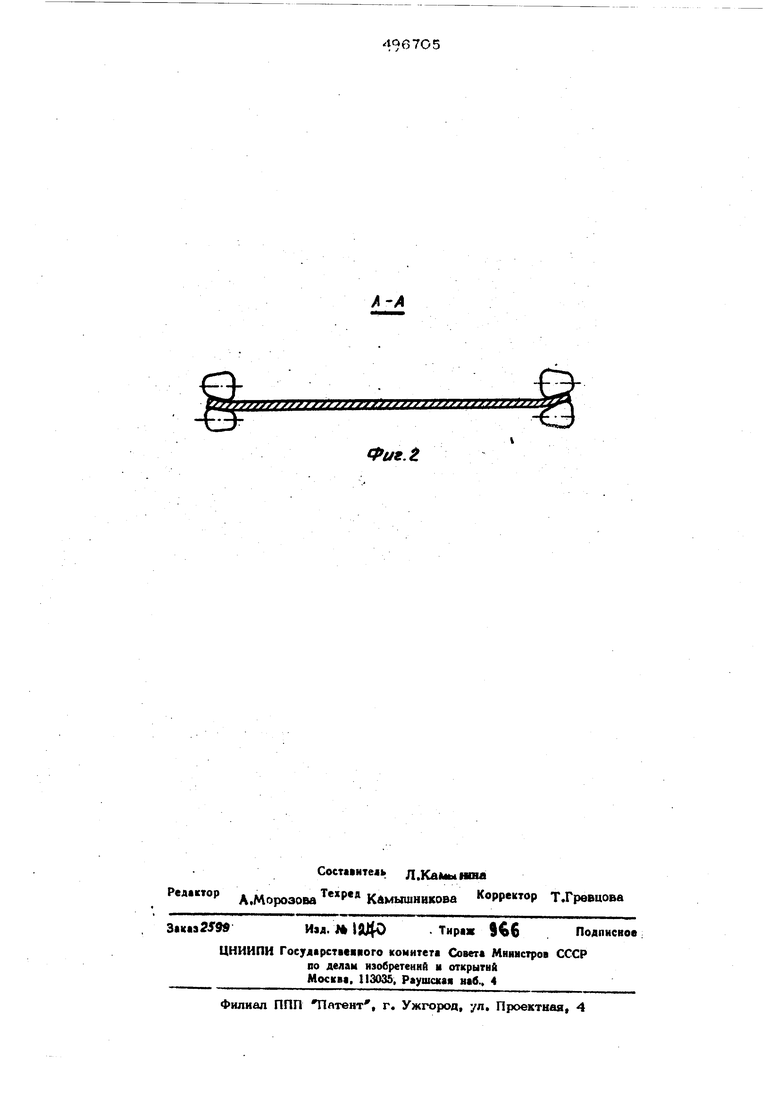
Изобретение относится к производству сварных труб со спиральным швом. - Известен стан для изготовления сварйОмх труб со спиральным швом, содержащий кромкогибочное устройство и формую. шее устрюйство, выполненное в виде роликовой Гклети стрехвалковым гибочным механизмом. Изменением относительной геометрической компоновки гибочных валков трехвалкового устройства можно получать раз личные радиусы деформирования, полосы. Однако известный стан характеризуется невозможностью обеспечения точности гиба из-за неточности в настрой- J; . ке гибочных валков. Кроме того, колебания толщины листовой полосы при прокатке и дру1ие колебания свойств материала при постоянной геометрической настройке гибочных валков не дают возможности выдержать в предварительно заданных пре делах степень отдачи спиральношовной трубы, что ухудшает качество формовки. Для улучшения качества формовки за счет обеспечения точности угла гиба с учетом всех колебаний в свойствах листотвой полосы, гибочный механизм формую.щего устройства установлен радиально неподвижно и снабжен дополнительным гибочным валком, установленным с возможностью регулировочного перемещения, в установка снабжена установленными за кромкогибочным устройством двумя валками, электрически связанными с в&п-} ками кромкогибочного устройства и дополнительным гибочным валком. I На фиг. 1 показана предлагаемая установка, обший- вид; на фиг. 2 - сечение . А-А на фиг. 1. Полоса 1 после правки и предваритель-, ной обработки кромок поступает в кромкогибочное устройство 2 с валками 3 и 4, где кромки листа получают форму, необ-. ходимую для сварочного процесса. Затем . листоваяполоса подается к формующему устройству, выполненному в виде роликовой клети 5 с гибочным механизмом, состоящим из гибочных валков 6,7 и 8,
.- 3
где подвергается гибке на такой радиус,, который обеспечит прилегание листовой полосы -к роликам 9 роликовой клети 5, j при атом гибочные валки 6 и 7 гибочного механизма установлены радиально неподвижно. Валки 10 и 11 установки и валки 3 и 4 кромкогибочного устройства электрически связаны с дополнительным гибочньп, валком 8.
Валок 8 установлен с возможностью вертикальной перестановки н производит предварительную гибку листовой полосы с учетом всех колебаний в свойствах мач тернала, замеренных на валках KpoMKorH- бочного устройства. Перестановка гибоч-, ного валка 8 производится электрически | .на величину отклонения от заданной велн чины, полученной путем электрического преобразования замеренных величин. (
4
Формула изобретения
Установка для изготов; ения сварных труб со спиральным швом, содержащая установленные в технологической последовательности кромкогибочное устройство и формующее устройство, выполненное в виде роликовой клети с трехвалковым бочным механизмом, отпичающ а-ч я с я тем, что, с целью улучшения ка- , чёства формовки за счет обеспечения точности угла гиба с учетом всех колебаний в свойствах листовой полосы, гибочный механизм формующего устройства установ. лен радиально неподвижно и снабжен дополнительным гибочным валком, установленным с возможностью регулировочного перемещения, а установка снабжена рас- . положенными за кромкогибочным устройст-i . вом двумя валками, электрически связанными с валками кромкогибочного устройства и дополнителькым гибочным валком.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления спиральношовных труб из металлической полосы | 1984 |
|
SU1281161A3 |
| Установка для изготовления сварных труб со спиральным швом | 1974 |
|
SU564781A3 |
| Способ изготовления профилей из низколегированных дисперсионнотвердеющих сталей | 1979 |
|
SU1087078A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРЯМОШОВНЫХ ТРУБ | 1993 |
|
RU2040988C1 |
| Установка для изготовления сварных труб из рулонной полосы | 1976 |
|
SU698522A3 |
| Способ отгибки кромок непрерывно движущейся металлической полосы | 1976 |
|
SU673348A1 |
| Кромкогибочная клеть трубоформовочного стана | 1979 |
|
SU878387A1 |
| Способ изготовления сварной трубы со спиральным швом | 1973 |
|
SU496706A3 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| Кромкогибочная клеть трубоформовочного стана | 1980 |
|
SU889183A1 |