Изобретение относится к области производства труб, а точнее к трубоформовочным станам трубоэлектросварочных агрегатов.
Известна кромкогибочная клеть трубоформовочного стана, содержащая станину с двумя кассетами, имеющими возможность перемещения в горизоитальном и вертикальном направлениях. Каждая из кассет содержит цилиидрический барабан с кромкогибочными валками, ось поворота барабана параллельна оси трубоформовочного стана. Средняя часть полосы, формируемой в клети, фиксируется верхним и нижним поддерживающими роликами 1.
Недостатком данной конструкции яв.1Яется жесткая фиксированная установка гибочных валков относительно полосы, не позволяющая компенсировать сабельность и разнотолщинность кромок ленты. Данная конструкция также сложна в настройке изза необходимости регулировки положения кромкогибочных валков тремя различными механизмами.
Из известиых кромкогибочиых клетей трубоформовочного стана наиболее близкой ио технической сущиости и достигаемому результату к предлагаемому изобретению является кромкогибочиая клеть трубоформовочиого стана, содержащая установленную в станине кассету с центральными роликами, внутренние и наружные гибочные ролики и нал имной механизм, расположенный симметрично относительно 5 гибочных роликов 2.
Недостаток известной конструкции кромкогибочной клети трубоформовочного стана заключается в том, что кассета с цеитральными роликами жестко установ10лена относительно станины и формуемой ленты, что приводит к раскатке кромок и их некачественной выформовке.
Другим недостатком известной конструкции является отсутствие возможности
15 компенсировать разнотолщинность правой и левой кромок формуемой ленты.
Целью изобретения является повышение качества формовки трубной заготовки. Цель достигается тем, что кромкогибоч20 иая клеть трубоформовочного стана, содержащая установленную в станине кассету с центральными роликами, внутренние и наружные гибочные ролики и нажимной механизм, расположенный симметрнчно отно25 сительпо гибочных роликов, снабжена двумя равноплечими рычагами, щарнирно укрепленными одним плечом на станине, а другим на кассете, при этом гибочные ролики и нажимной механизм установлены в
30 кассете.
Такое конструктивное выполнение кромкогнбочной клетн трубоформовочного стана позволяет повысить качество формовки трубной заготовки. Это достигается за счет того, что независимо от сабельности (ребровой кривизны) гибочные ролики, установленные в кассете, которая шарнирно укреплена на двух равноплечих рычагах, занимают относительно кромок ленты строго определенное положение, заданное центральными роликами. При изменении положения ленты в трубоформовочном стане соответственно перемещается и кассета с валками.
Поскольку правая и левая кромки формуемой ленты имеют разную толщину, для устранения закатов и наминов нажимной механизм расположен в кассете, что позволяет подушке с роликами самоустанавливаться относительно нажимного механизма и создавать примерно равное усилие гибки на правой и левой кромках.
На фиг. I изображена предлагаемая кромкогибочная клеть трубоформовочного стана, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1.
Кромкогибочная клеть трубоформовочного стана содержит станину 1, в проеме которой установлена кассета 2, содержащая подушку 3 с нижними гибочными роликами 4, подушку 5 с верхними гибочными роликами 6 и две подущки 7 с роликами 8. Со станиной 1 кассета ,2 связана двумя равноплечими рычагами 9, имеющими возможность поворота относительно осей 10, П. Подушка 5 с верхними гибочными валками 6 укреплена на тягах 12 с пружинами 13.
Для перемещения подушки с верхними гибочными роликами 6 имеется нажимной механизм 14, гидромесдоза 15 и сферический подпятник 16. Нал имной механизм 14 относительно правого и левого верхних гибочных роликов 6 расположен симметрично с обеспечением самоустановки верхних гибочных роликов 6. Для регулирования подушки 7 с боковыми роликами 8 имеются нажимные винты 17.
Устройство работает следующим образом.
Стальная лента 18, предназначенная для формовкн трубной заготовки, перемещается со скоростью сварки в калибре, обпазовакком гибочными роликами 4, 6, 8. При этом кромка ленты 18 в калибре подгибается на заданные угол и величину, опре,деляемые калибровкой валков. Ролики 3 фиксируют ленту 18 в кассете но ширине, и при изменении положения кромок в пространстве кассета 2 перемещается плоскопараллельно на рычагах 9 и самоустанавливается но ленте 18. В случае разнотолщинности кромок ленты 18 подушка 5 с верхними гибочными валками 6 поворачивается относительно сферического подпятника 16 нажимного механизма .14 и самоустанавливается по ленте.
Предложенная кромкогибочная клеть трубоформовочного стана по сравнению с
лучшими образцами аналогичного оборудования позволяет повысить качество формовки трубной заготовки (исключить крышу и раскат кромок, повысить прочность сварного соединения).
Устройство позволяет также комненсировть разнотолщинность кромок формуемой ленты (за счет самоустановки обеспечить правильн)ао геометрию правой и ле130Й кромок).
Выполнение кромкогибочной клети трубоформовочного стана онисанным выше образом обеспечивает повышение качества формовки трубной заготовки. Вследствие этого становится возможным уменьшить
брак и повысить выход труб первым сортом.
Формула изобретения
Кромкогибочная клеть трубоформовочного стана, содержащая установленную в станине кассету с центральными роликами, ь;1утренние и наружные гибочные ролики н нажимной механизм, расположенный
симметрично относительно гибочных роликов, отличающаяся тем, что, с целью повышення качества формовки трубной заготовки, она снабжена двумя равноплечими рычагами., шарнирно укреплепными одним плечом на станине, а другим на кассете, при этом гибочные ролики и нажимной механнзм установлены в кассете.
Источники информации, принятые во внимание при экспертизе:
1.Авторское свидетельство СССР № 721141, кл. В 21 С 37/06, 1978.
2.Авторское свидетельство СССР ) 579061, кл. В 21 С 37/06, 1977 (прототип).
I I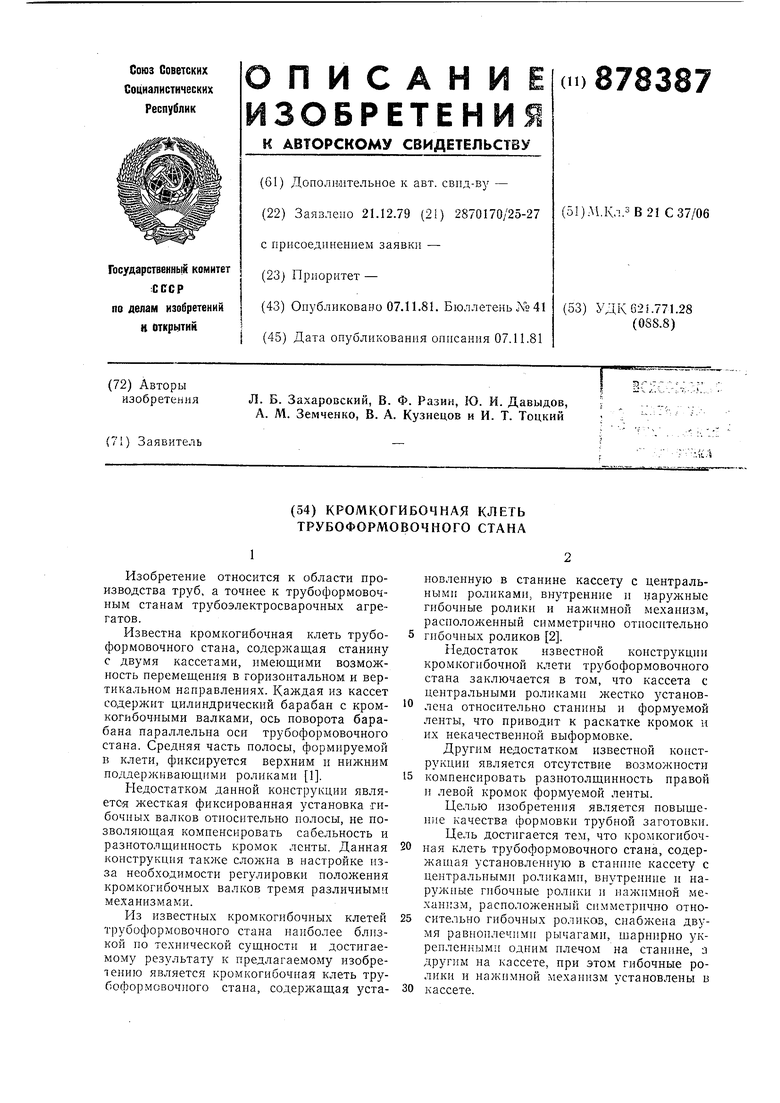
| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| Кромкогибочная клеть трубоформовочного стана | 1980 |
|
SU889183A1 |
| Формовочный стан | 1975 |
|
SU599882A1 |
| Клеть трубоформовочного стана | 1975 |
|
SU579061A1 |
| Кромкогибочное устройство | 1980 |
|
SU912319A1 |
| Клеть трублформовочного стана | 1977 |
|
SU626855A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОШОВНЫХ ЭЛЕКТРОСВАРНЫХ ТРУБ БОЛЬШОГО ДИАМЕТРА ДЛЯ ТРАНСПОРТИРОВКИ АБРАЗИВНЫХ СЫПУЧИХ МАТЕРИАЛОВ И ПУЛЬП И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2087226C1 |
| ВСЕСОЮЗНАЯ Immm-im^^'mБИБЛИО^^ТНй I | 1972 |
|
SU355774A1 |
| ТРУБОФОРМОВОЧНЫЙ СТАН | 1968 |
|
SU212966A1 |

M
Mema/in
-f
J
.
