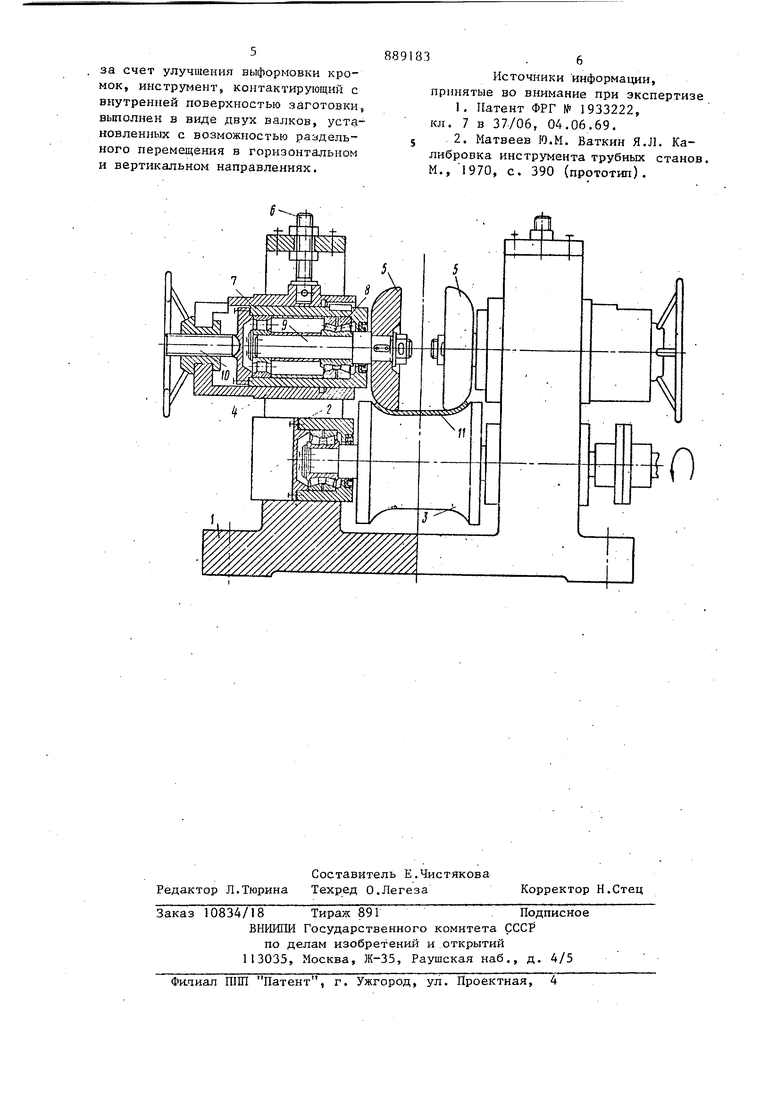
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении электросварных прямошовных труб. Для повышения прочности сварного шва труб небходимо обеспечить параллельные схождения кромок трубной заготовки перед сваркой, что может быть достигнуто качественной формовочной трубной заготовки в области кромок по всей длине участка формообразования. Известна кромкогибочная клеть стана для изготовления цилиндрических труб разного диаметра с продоль ным швом, состоящая из двух вертикальных и двух горизонтальных относительно узких опор, которые соед няются в Точках пересечения при пом щи подвижных и поворотных камней ку лисы, которые расположены с возможностью передвижения за счет винтов горизонтально, а за счет соединений (муфт) вертикально, а при помощи двигателей - индивидуально: опоры й своих нижних концевых подшипниках перемещаются поворотно и со всех сторон имеют направляюоще, в которых могут бесступенчато перемещаться подвижные детали, несущие формовочные ролики 1} . Недостатками данной клети при всей положительной способности обеспечивать передвижение формовочных валков во всех необходимых для качественной формовки направлениях являются высо- , кая стоимость изготовления, чрезвычайная сложность конструкции и сложность настройки работы клети. Сложность настройки возникает из-за наличия большого числа различных направляющих и приводов, обеспечивающих регулировку в нужных пределах подвижных опор, несущих формовочные ролики. Наиболее близким к изобретению по технической сущности и достигаемому результату является рабочая клеть для подгибки кромок, состоя1чая из двух валков, на которые насаживаются профилированные валки и дистанционные втулки. Нажимные механизмы клетей, соединенные через пружинные поднятНИКИ с верхними валками, расположены в станине клети. Формовка трубной за готовки в области кромок в таких вал ках предусмотрена радиусом, равным наружному радиусу трубы 2. Недостатком такой клети является некачественная выформовка кромок трубной заготовки с толщиной стенки ниже максимальной, поскольку расчет размеров калибра производится по мак симальной толщине стенки труб. В известной клети не предусматривается свободное перемещение формовочных валков в горизонтальном направлении, кроме этого, целиковыр профиль формовочного валка, выполненный радиусом, рассчитанным на максимальную ТОЛ1ЧИНУ стенки, в применении к трубной заготовке с более тонкой стенкой, не деформирует кромок в случае возникновения некоторого смещения полосы или использования полосы с некоторыми дефектами (разнотолщинность, серповидность и т.д.). Из-за ограниченности степени перемещения валов с формовочными валками клеть почти не способна к перестройке, способной обеспечить получение ка чественно выформленньк кромок трубной заготовки. Цель изобретения - повьшшние качества сварного шва труб за счет улу шения выформовки кромок. С указанной целью в кромкогибочной клети, содержащей станину с рас положенным в ней верхним и нижним в ковым инструментом, контактирующим с внутренней и наружной поверхностя ми заготовки, инструмент, контактируйпщй с внутренней поверхностью за готовки, выполнен в виде двух валков, установленньк с возможностью р дельного перемещения в горизонтальном и вертикальном направлениях. На чертеже показана предлагаемая клеть, общий вид. Кромкогибочная клеть содержит ст нину 1, в которой размещены опоры 2 для.нижнего приводного валка 3 и оп ры 4 для верхних холостых валков 5. .Опоры 4 имеют возможность перемещат ся ото высоте с помощью винта 6 (нажимной механизм вертикального перем щения) . Внутри опоры 4 размещен ст а 3 7 с установленными в нем подшипниками 8, в которых находитсяось 9 верхнего валка 5. Стакан 7 с подшипниками, осью 9 и валком 5 может перемен аться по горизонтали с помощью йинта 10 (механизм горизонтального перемещения). Таким образом, верхние валки 5 имеют возможность независимого перемещения как по вертикали, так и по горизонта ли относительно нижнего валка. Работа кромкогибочной клети происходит следующим образом. Перед пост.уплением полосы в клеть последняя настраивается на получение трубной заготовки 11 заданного профиля. По ходу процесса формовки подстройка верхних валков 5 осуществляется перемещением их по. горизонтали с помощью винта 10, который, передавая усилие (давление) на стакан 7, заставляет его перемещаться по горизонтали в необходимом направлении и на определенную величину либо по вертикали с помощью винта 6, который опускает или поднимает опору 4 на нужную величину за счет определенного усилия до получения заданного профиля трубной заготовки в области кромок. Использование кромкогибочной клети обеспечивает качественную выформовку кромок трубной заготовки за счет стабильной и быстрой настройки формовочных валков до получения заданного профиля трубной заготовки в области кромок, что способствует повышени10 прочности сварного шва труб. Кромкогибочная клеть может быть применена при производстве труб всего сортамента. Внедрение предлагаемой кромкогибочной клети трубоформовочного стана по сравнению с известными позволяет получить только на Ст. 10-60 годовой экономический эффект 40000 р. Формула изобретения Кромкогибочная клеть трубоформовочного стана, содержащая станину с расположенным в ней верхним и нижним валковым инструментом, контактирующим с внутренней и наружной поверхностями заготовки, отличающаяся тем, что, с целью повышения качества сварного шва труб
за счет улучшения выформовки кромок, инструг ент, контактирующий с внутренней поверхностью заготовки, выполнен в виде двух валков, установленных с возможностью раздельного перемещения в горизонтальном и вертикальном направлениях.
Источники информации, принятые во внимание при экспертизе
1. Патент ФРГ № 1933222, кл, 7 в 37/06, 04.06.69.
. 2. Матвеев Ю.М, Ваткин Я.Л. Калибровка инструмента трубных станов. М., 1970, с. 390 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Клеть трубоформовочного стана | 1978 |
|
SU721141A1 |
| Вертикальная формовочная клеть трубоформовочного стана | 1989 |
|
SU1697921A1 |
| Кромкогибочное устройство | 1980 |
|
SU912319A1 |
| Рабочая клеть трубоформовочного стана | 1982 |
|
SU1053923A1 |
| Способ изготовления электросварных прямошовных труб | 1979 |
|
SU893281A1 |
| Кромкогибочная клеть трубоформовочного стана | 1979 |
|
SU878387A1 |
| Трубоформовочный стан | 1979 |
|
SU902886A1 |
| Трубоформовочный стан | 1980 |
|
SU893282A1 |
| Устройство для формовки трубной заготовки | 1975 |
|
SU556862A1 |
| Клеть трубоформовочного стана | 1975 |
|
SU579061A1 |
