Изобретение относится к шинной промышлеиности, в частности к станкам для сборки покрышек пневматических шин п других резино-кордных изделий.
Известен станок для оборки покрышек лневматических шин, содержаш,ий основной п вспомогательные сборочные барабаны, шаблоны для посадки бортовых колец, связанные норредством ползунов с приводами их возвратно-поступательного перемешенпя.
В настояшее время изготавливают покрышки пониженной слойности из металлокордного полотна или из полиамидных кордов, при этом обработка борта покрышек значительно усложняется в связи с большой жесткостью кордов.
При завороте слоев корда на крыло требуется значительное время или значительное усилие для того, чтобы слои корда прижать к нижележаш,пм слоям. Для необходимого адгезионного схватывания слоев корда между собой при минимальном времени приложения к ним сил Прижатия детали покрышкп необходимо предварительно нагревать до 55-70°С. В известном устройстве слои корда и покровные детали Покрышки подогревают вне станка и после подогрева подают на станок, часть тепла при этом теряется.
С целью повышения качества обработки бортов собираемой покрышки в предлагаемом
станке на шаблонах соосно с ними смонтированы кольцевые корпуса, на внутренней поверхности которых равномерно по периметру установлены нагреватели в виде источников инфракрасного излучения, установленных вдоль образуюш,ей кольцевого корпуса.
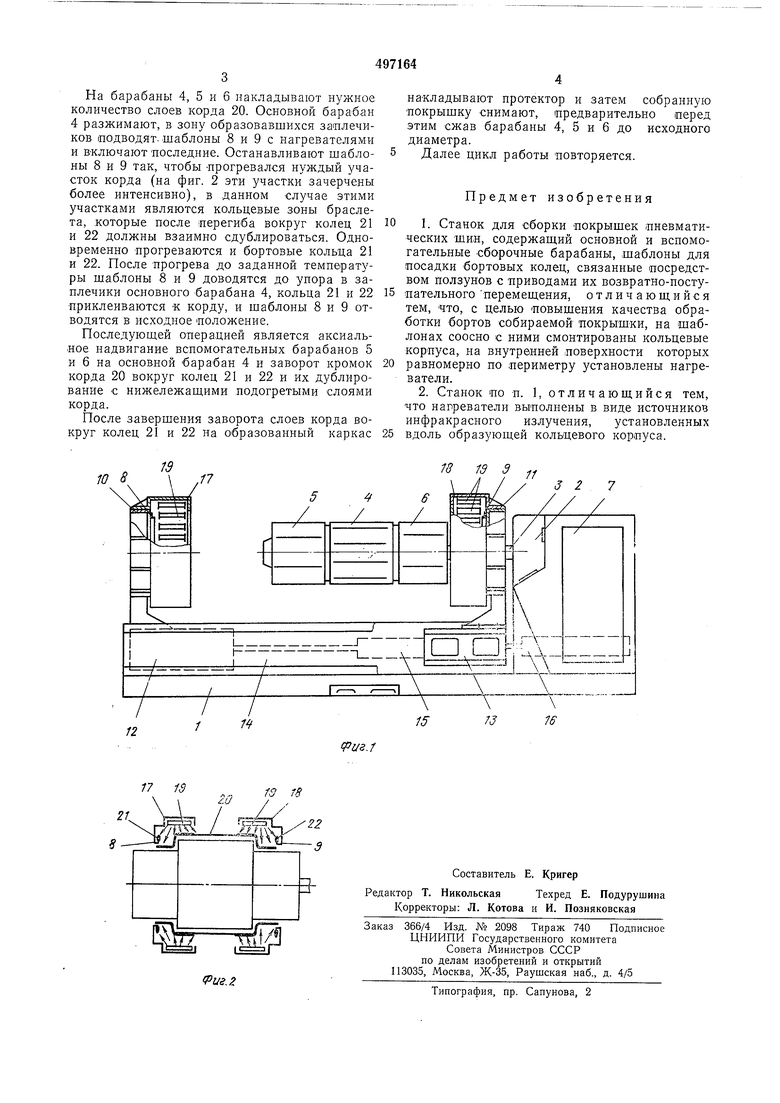
На фит. 1 изображен предлагаемый станок, общий вид; на фиг. 2-схема подвода нагревателей к плечикам барабана.
Предлагаемый станок содержит станину 1 с установленной на ней бабкой 2. В бабке 2 крепится вал 3, на котором консольно установлены основной 4 п два вспомогательных 5 и 6
сборочные барабапы. На станине 1 установлен пульт 7 управления работой станка. С торцов вспомогательных барабанов 5 и 6 смонтированы шаблоны 8 и 9, -кольцевые корпуса 10 и 11 которых закреплены на ползунах 12 и 13, перемеш,аемых возвратно-поступательно по направляюш,ей 14, установленной на станине 1, посредством приводов 15 и 16. На кольцевых корпусах шаблонов 8 и 9 установлены другие кольцевые корпуса 17 и 18, на внутренней поверхности которых равномерно по периметру
установлены нагреватели 19. Нагреватели 19
могут быть в Виде источников инфракрасного
излучения.
Работа устройства осуществляется следующим образом.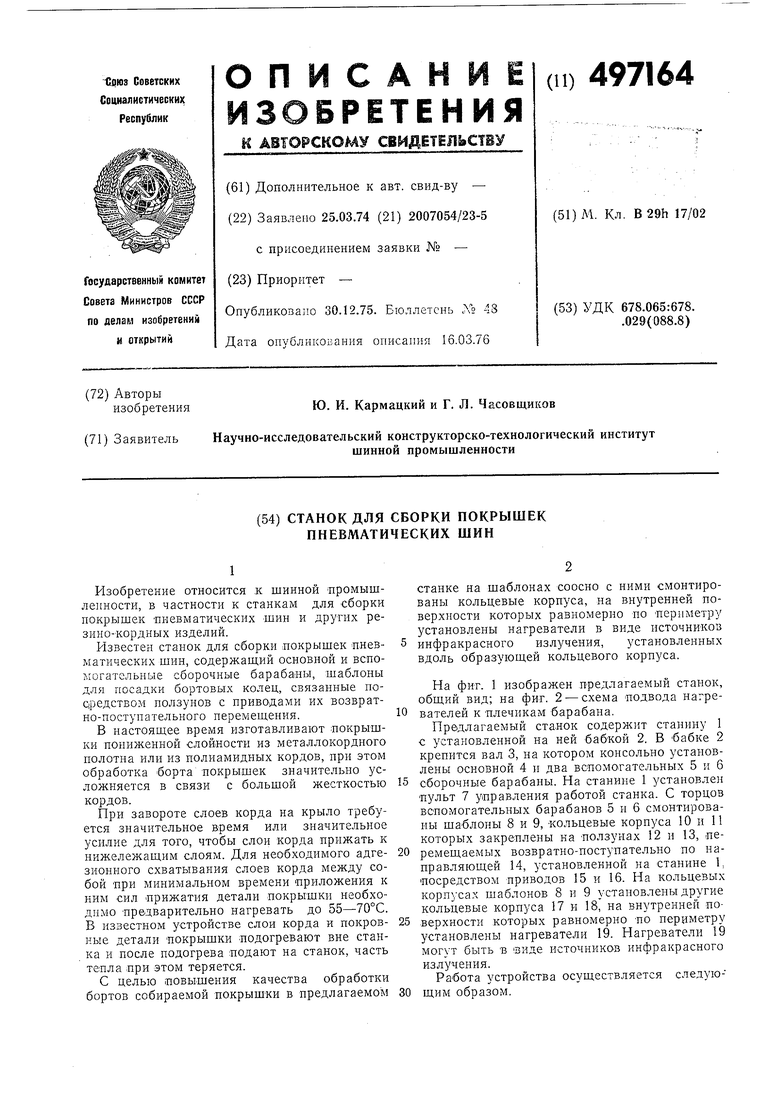
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки борта покрышек пневматических шин | 1982 |
|
SU1052420A1 |
| Станок для сборки покрышек пневматических шин | 1977 |
|
SU730597A1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU910458A1 |
| Станок для сборки резино-кордных оболочек | 1978 |
|
SU735437A1 |
| Станок для сборки покрышек пневматических шин | 1989 |
|
SU1703489A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU844367A1 |
| Станок для сборки радиальных покрышек пневматических шин | 1977 |
|
SU743897A1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2091233C1 |
| Станок для сборки покрышек пневматических шин | 1978 |
|
SU766886A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
