Изобретение огвооится к оборудованию шинлого производства .и предназначено для сборки покрышек пневматических шин. Иввестон станок для СборЖИ иокрышек п невматических шдан, содержащий смоятирова.нные ,на общей станине коноолыю устано.влениый сборочный , механиЗМЫ для оформления бортов, опрессовочное устройство, механизм для извлечения из него 1покрыш1ки, шаблоны для посадки бартовых колед, привод я Оистему программного управления 1. В известном станке аютоматизировалы операщии обработки борта, переноса бортовых колец, съема собранной покрышки с бара-баиа. Управление работой механизмов осуществляется по программе и сборщику приходится иметь дело только с одной кнопкой управления. Однако в этом ставке 1В,руч.ную осуществляются операции по наложению деталей пО|К|рыщки на барабан. Целью предлагаемого изоб|ретения является авто,матизащия операций по наложению деталей -покрышки на сбороч1ный барабаи. Поставленная цель достигается тем, что станок снабжен расположенными на станине перед сборочным барабаном и подвижными вдоль него кареткаМи с индивидуальными привода МИ для возвратно-поступательного их перемешения и с вертикальными стойками, имеющим,и приводы для возвратно-поступательного перемещения в вертикальном направлении и реверсивного поворота относительно своей продольной оси, и ман.нпуляторами для установки сменных инструментов, шарнирно смонтированными на 1верхнем конце стоек и связанными с системой программного управления. На фиг. 1 изображен описываемый станок; на фиг. 2 - то же, вид сверху; на фиг. 3 - каретка с манипулятором, вид на фиг. 4 - то же, вид сверху; на фиг. 5- 9 схематично показано положение узлов и механизмов станка в процессе его работы. Станок для сборки покрышек пневматических шин содержит смонтированные на общей ста1ни«е 1 консольно уста1новленны11 на приводнол валу 2 сборочный барабан 3, механизмы 4 и 5 для оформления бортов, шаблоны 6 я 7 для бортовых колец, опрессовочное устройство 8, механизм 9 для извлечения из него покрытии, лривод и систему программного управления (на чертежах не показаны). Шаблоны 6, 7 и устройство 8 соответствующими приводами, , пневмоцилиндрами, могут перемещаться по направляющим 10, закрепленным на станине /.
На этой же стаиине .перед 1сборочн.ы,м барабаном с ;з,а1крвплвны натравляющие //, на которых устаиавланы подвижные вдоль барабан.а каретки 12. Карепки имеют индивидуальные приводы, например, электродвигатели или гидром10торы для независимого в1ОЗ|Вр.атно-ло,стулателыного перемещения параллельно сборочиому барабану 3 вдоль рабочей з-аны стайка.
На каждой каретме 12 устаиовлеиы ве,рт/и.кальные стойжи 13, имеющие пр.Нводы для возвратно-поступательного .перемещения в вертикальном направлении и реверсивПОго поворота относителыно своей продольной оси, :Наприме р гидромоторы. На верхнем коице стоек 13 имеются скобы 14, в которых на осях 15 (фиг. 3) шариирно смо«тиро1ваНЫ манипуляторы 16 для установки сменных инструментов, с1вязаГн1Ные с системой ,м,ното управления. Ма«ипулятор 16 может быть выполнен в виде корпуса 17 со штапгой 18 и приводом, нап;ри1мер, гидромотором, для качапия в вертикальной плоскости отнооителБно оси 15. Штаига 18 смонтирована на корпусе 17 с возможпостью :Б031вр aTHO-iHOCTyn ательного перемещения И резарсивпого поворота относительно своей продльной оси. На конце шта1нги 18 монтируются сменные инструменты 19 для ма нипулирован1ия деталями собираемой покрышки типа клещевых зах1ватО)В, вакуум-присосок, ножей, прикаточных .роликов и т. .п.
Каждый манипулятор имеет соответствующие датчики ко.нтроля за .положением их элементов относительно принятой системы 1коор.л1инат.
Работа станка .осуществляется следующим образам.
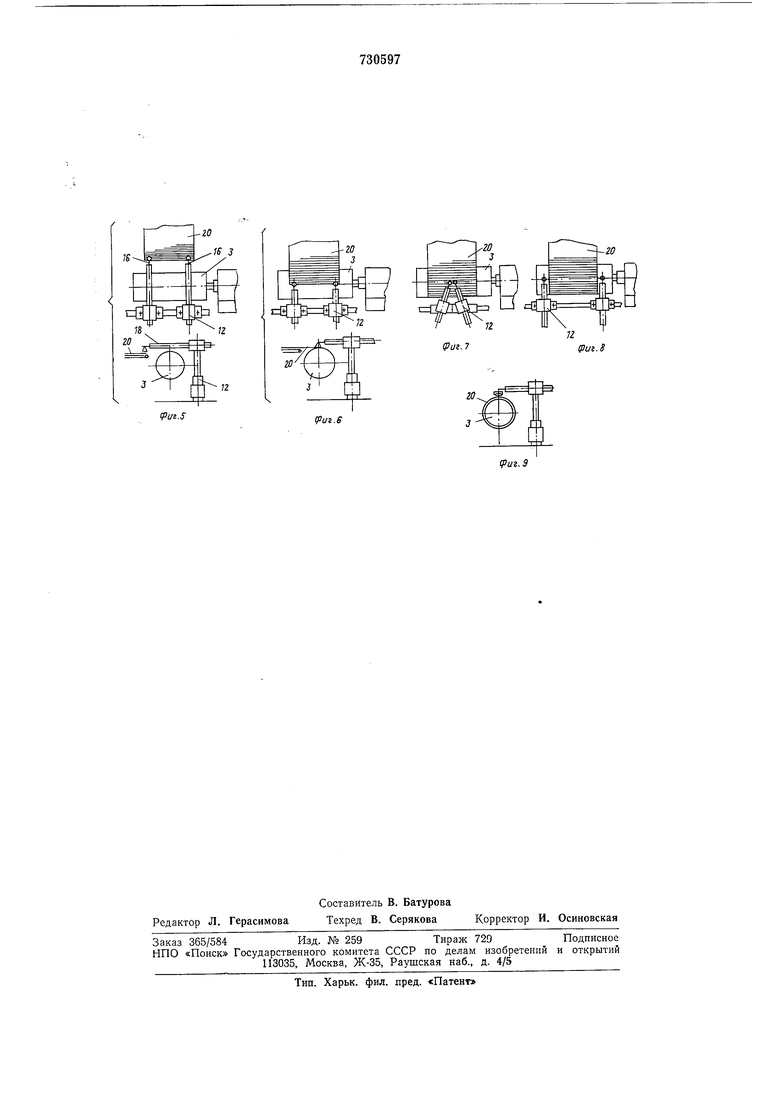
По -команде системы програ.м.мпого управления .каретки 12 с манипуляторами 16 разводятся на ш.ирииу .на1кладываемаго корда 20, штанги 18 выдвигаются до местололожания передней кромки полосы корда 20. Затем корпуса 17, поворачиваясь на осях 15, устанавливают штанпи 18 с инструментам 19 - зах1ватами в подожеиие захв.ата передней кромки корда (фит. 5).
После этого штамги 18, перемещаясь в корпусах 17, подводят кромку корда .к барабапу 3 (.фиг. 6), где корд .закрепляется, а шта.нги прип.одиим.аются. Затем бараба.н 3 поворач.ивается па один оборот, наматывая слой корда, и останавливается. В это время в манипуляторах IB со.ответствии с заданной пропра.ммой сменяется инструмент, нместо захватов у стан а вливаются на конце штанг ,18 ножи, и каретки 12 .сводятся друг к другу. В заданием месте но.ЖИ штанга.ми
18 опускаются на корд, манипуляторы вместе с каретками 12 разводятся друг от друга и ножи отрезают слой корда от полосы (фиг. 8).
Для стыковки корда на штангах автоматически закрепляются .вместо ножей прпкатчик1И, которьгми .кромки карда .прикатываются на бар. внахлест друг к другу (фиг. 9). Апалогичныл образом осуществляются и другие операции по наложению деталей. Манипулято.рами .могут быть установлены в ша-блоны 6 и 7 барт.о.вые кольца.
Затем механизмы 4, 5 и устройст1вом 6 осуществляютоя последующие опера|Ции сборки покрышки известным спосо.бо-м. Собранная покрышка опресоовочпым устройством 8 снимается с барабана 3 и из1влекается из него MexaiHESMOM 9.
П.ереход станка на сборку различных ТИ.П01В покрыш.ек о.существляется путем смены программ в системе управления.
Описываемый станок позволяет освободить чело/века от утомительных однообразных движений, .неоднократно повторяющихся за смену.
Формула :И 3 о б р е т е :Н и я
Станок для сборки покрышек пневматических шин, содержащий смонтиро;ва нные на Общей станине консольно установленный сборочный барабан, механизмы для оформления бортов, апрессавочное устройство, механизм .для извлечения из него покрышки, шаблоны для бортовых колец, привод .и систему програм.много управления, .отличающийся тем, что, с целью автоматизации операций по наложению деталей покрышек на сборочный барабан, он снабжен расположенными на стан.и1не перед сборочным |барабано..м и подвижными вдоль него каретками с индивидуальными приводами для возвра1но-.поступательного их перемещения и с вертикальными стойками, имеющими приводы для вознратно поступательйого перамещения в вертикальном .напра.злении и реверсивного поворота относительно своей продольной оси, и мани пуля торам и для установки сменных инструментов, шарнирпо смонтированными на ве,рхнем конце стоек и связанными с системой программного управления.
И.сточник информ.ации, принятый во .зиимание при эмспертизе:
1. Тех,н.олагия и оборудование сборки покрышек пневматически х шин и резино-кордлых .оболочек. Сборнкк научных трудов НИИШП, М., 1974, с. (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки резино-кордных оболочек | 1978 |
|
SU735437A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1970 |
|
SU270987A1 |
| Устройство для сборки покрышек пневматических шин | 1980 |
|
SU910458A1 |
| Станок для сборки покрышек пневматических шин | 1978 |
|
SU766886A1 |
| Станок для сборки покрышек пневматических шин | 1976 |
|
SU735432A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Станок для сборки и формования покрышки пневматической шины | 1976 |
|
SU680906A1 |
| СТАНОК ДЛЯ СБОРКИ АВТОПОКРЫШЕК | 1966 |
|
SU182321A1 |
