(54) СТАНОК ДЛЯ СБОРКИРЕЗИНО-КОРДНЫХ ОБОЛОЧЕК
Изобретение относится к оборудованию для сборки резино-кордных оболочек и может быть использовано для сборки покрышек пневматических шин.- ,
Известен станок для сборки резино-кордных оболочек, содержащий смонтированные на общей станине консольно установленный сборочный барабан, механизмы для оформления бортов, опрессовочное устройство, механизм для извлечения из него покрышки, UJaблoны для посадки бортовых колец, привод и систему программного управления. В известном станке автоматизированы о перации обработки борта, переноса бортовых колец, схема собранной покрышки с барабана, управление работой механизмов осуществляется по программе и сборщику приходится иметь дело только с одной кнопкой управления (1.
Однако в этом станке вручную осуществляют операции по наложению деталей покрышки на барабан.
Известен также станок для сборки резино-кордных оболочек, который содержит смонтированные на общей станине консоль.но установленный сборочный барабан, механнзмы для оформления бортов, опрессовочное устройство, механизм для извлечения из него покрышки и шаблоны для бортовых колец, систему программного управления, подвижные по направляющим кареткн с ин дйвидуальными приводами для возвратнопоступательного перемещения и с вертикальными стойками, имеющими приводы для возвратно-поступательного перемещения в вертикальном направлении н реверсивного поворота относительно своей продольной
10 оси, манипуляторы для установки сменных инструментов, шарнирно смонтированные на свободном конце стоек и связанные с системой программного управления и приводы. В указанном известном устронстпе подвижные каретки расположены перед сборочным
15 барабаном и перемещаются на направляющим, смонтированным на станине станка 2.
Однако на этом станке можно собирать резнно-кордные оболочки ограниченного 20 диапазона размеров, что сужает эксплуатационные позможностн станка.
Цель изобретения -- расишрсмис эксплуатационных воз.можностей гганк,ч.
Поставленная цель лостигается тем, что над сборочным барабаном перпендикулярно его продольной осн установлены подвижные вдоль него приводные фермы, на горизонтальных учйстках котбрых смонТйрованы направляющие.S
При предложенном конструктивном выполнении станка каретки с маниПуЛйТбрами располагаются над сборочным барабаном, что обеспечивает возможность сборки покрышек любых размеров как по ширине, так и по диаметру.
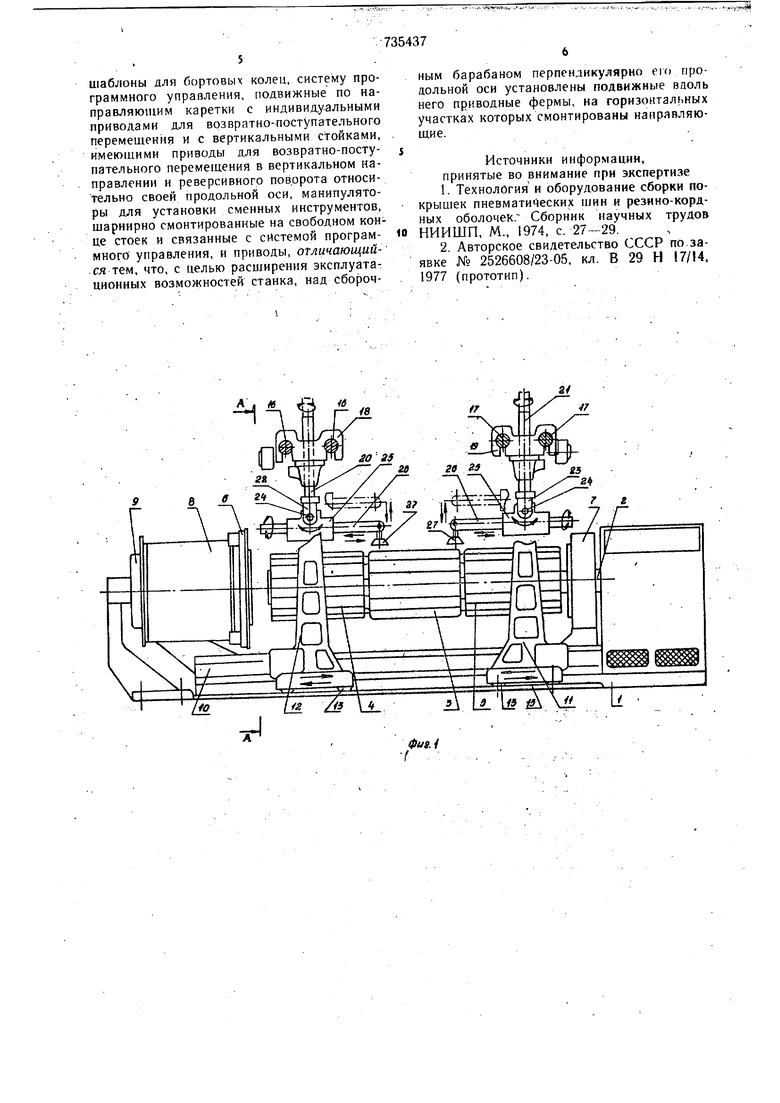
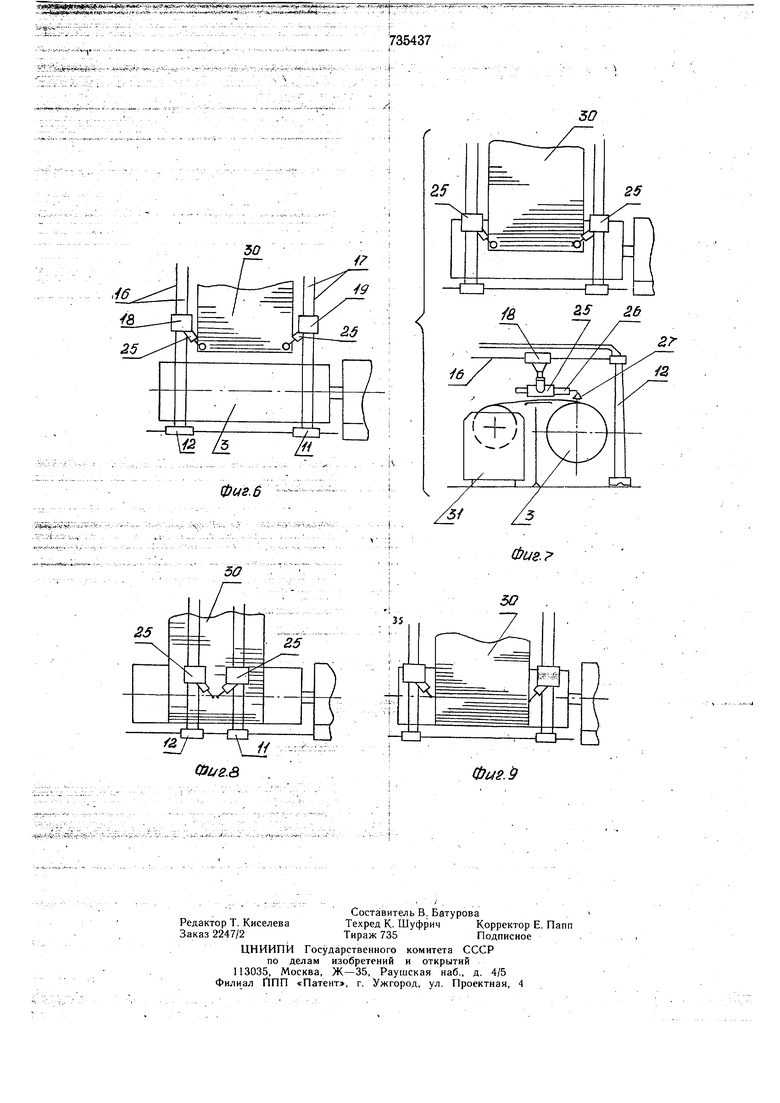
На фиг. 1 изображен станок, общий вид; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 -- вид по стрелке Б на фиг. 2; на фиг. 4 - вариант крепления манипулятора в вильчатом захвате штанги; на фиг. б- . вариант привода каретки с манипулятором, на фиг. 6-9 - схематично показано поло жёНйе узлов и механизмов станка в процессе его работы.
Станок для сборки резино-кордных оболочек содержит смонтированные на общей 20 станине 1 консольно установленный на приводном валу 2 сборочный барабан 3, мехаНИЗ.МЫ 4 и 5 для оформления бортов, шаблоны б и 7 для бортовых колец, Опрессовочное устройство 8, механизм 9 для .извлечения из него покрышки, привод и систему программного управления. Шаблоны 6 и 7 и устройство 8 соответствующими привода ми, например пневмоцилиндрами перемещаются по направляющим 10, загкрепленным на станине 1.30
Над барабаном смонтированы две фермы II и 12, снабженные катками 13, взаимодействующими с направляющими 14 и 15. Фермы 11 и 12 снабжены приводами, йШример электродвигателями, для йезависимого друг oT SpfГа Bd3epatHb-поступательного пере- мещения вдоль барабана 3.
На горизонтальных участках ферм 11 и 12 смонтированы направляющие 16 и 17, на которых подвижно установлен приводные каретки 18 и 19 с вертикальными стой- Q ками 20 и 21. Стойки 20 и 21 на свободных концах имеют скобы 22 и 23 и приводы для возвратно-поступательного перёмёще Т Ш Т-§ёртйТКМьШ1ГйаПравЙ
сивного поворота относительно своей продольной оси, например гидромоторы. В ско- J бах посредством осей 24 шарнирно смонтированы манипуляторы 25 для установки смен Них Инструментов, связанные с системой программного управления.
Манипулятор 25 выполнен в виде корпу- са со щтангой 26 и приводом, например гидромотором, для качания в вертикальной плоскости относительно оси 24. Штанга 26 смонтирована на корпусе с возможностью возвратШ-поступательного перемещения и ре- 51 версивного поворота относительно своей продольной оси. На конце штанги монтируются сменные инструменты 27 для манипулирования деталями собираемой покрыпШ типа
735437
клещевых захватов, вакуум-присосок, ножей прикаточных роликов и тому подобных.
Каждый манипулятор имеет соответствующие датчики контроля за положением своих элементов относительно принятой системы координат.
Приводы кареток 18 и 19 выполняются в виде закрепленных на направляющих 16 и 17 зубчатых реек 28 и взаимодействующих с ними приводных шестерен 29.
Работа стайка осуществляется следующим образом. /
По команде системы программного управления фермы 11 и 12 разводятся друг от друга на такое расстояние, чтобы манипуляторы 25 своими инструментами 27 - захватами смогли захватить кромки накладываемой полосы корда 30 (фиг. 6),подаваемой из питателей 31 и 32. Затем ка рётки 18 и 19 перемещаются по направляющим 16 и 17 к сборочному барабану 3, на который подводится кромка корда 30 манипуляторами 25 и закрепляется на нем (фиг. 7).
Затем барабан 1 поворачивается на один оборот,-наматывая слой корда, и останавливается. В это самое время в манипуляторах 25 в соответствии с заданной программой сменяется инструмент: вместо захватов автоматически устанавливаются на конце штанг 26 ножи, фермы 11 и 12 сводятся друг к другу (фиг. 8). В заданном месте ножи штангами 26 опускаются на корд, фермы 11 и 12 разводятся друг от друга и ножи отрезают слой корда от полосы (фиг. 9).
Для стыковки кОрда на штангах автома.тически закрепляются вместо ножей прикатчики. Аналогичным образом осуществляются и другие Операции по наложению деталей. Манипуляторами 25 устанавливаются в шаблоны 6 и 7 бортовые кольца.
Затем механизмами 4 и 5 и устройством 8 осуществляются последующие операции сборки покрышки известным способом.
Собранная покрышка опрессовочным устройством 8 снимается с барабана 3 и извлекается из устройства 8 механизмом 9. Переход станка на сборку различных типов покрышек осуществляется путем смены программ в системе управления.
Описываемый станок позволяет освободить человека от утомителыТых, однообразных движений, неоднократно повторяющихся за смену, и обеспечивает возможность сборки покрышек любых размеров, как по ширине, так и по диаметру.
Формула изобретения
Станок для сборки резико-кордных оболочек, содержащий смонтированные на общей станине консольно установленный сборочный барабан, ме.ханизмы для оформления бортов, опррссовочное устройство, механизм для ияипрчеиия из него покры(пки и
шаблоны для бортовых колец, систему программного управления, подвижные по направляющим каретки с индивидуальными приводами для возвратно-поступательного перемещения и с вертикальными стойками, имеющими приводы для возвратно-поступательного перемещения в вертикальном направлении и реверсивного поворота относительно своей продольной оси, манипуляторы для установки сменных инструментов, шарнирно смонтированные на свободном конце стоек и связанные с системой программного управления, и приводы, отличающийся тем, что, с целью расширения эксплуатационных возможностей станка, над сборочным барабаном перпенлккулярно eif продольной оси установлены подвижные вдоль него приводные фермы, на горизонтальных участках которых смонтированы направляющие.
Источники информации, принятые во внимание при экспертизе
1.Технология и оборудование сборки покрышек пневмати 1еских шин и резино-кордных оболочекл Сборник научных трудов НИИШП, М., 1974, с. 27-29.
2.Авторское свидетельство СССР по.заявке № 2526608/23-05, кл. В 29 Н 17/14, 1977 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для сборки покрышек пневматических шин | 1977 |
|
SU730597A1 |
| СТАНОК ДЛЯ СБОРКИ ПОКРЫШЕК | 1971 |
|
SU295691A1 |
| Станок для сборки покрышек пневматических шин | 1974 |
|
SU497164A1 |
| УСТАНОВКА ДЛЯ СБОРКИ ПОКРЫШЕК | 1963 |
|
SU216245A1 |
| Устройство для сборки покрышек пневматических шин | 1982 |
|
SU1098822A1 |
| Агрегат для сборки покрышек пневматических шин | 1988 |
|
SU1553402A1 |
| Способ сборки покрышек пневматических шин | 1977 |
|
SU735433A1 |
| Станок для сборки покрышек пневматических шин | 1978 |
|
SU766886A1 |
| УСТРОЙСТВО ДЛЯ СЪЕМА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН С БАРАБАНА СБОРОЧНОГО СТАНКА | 1972 |
|
SU346144A1 |
| Устройство для сборки покрышек пневматических шин | 1991 |
|
SU1821395A1 |


м
;,,.v.---
}. --- . -
25
Фи.Ъ
18, i9
Фиг. 5
У35437
