Изобретение относится к оборудо нию шинной промышленности и предназначено для формирования борта покрышки при его сборке. Известно устройство для обработк борта при сборке покрышки -пневматической шины, содержащее подвижные вдоль центрального горизонтально расположенного вала попарно заимодействующие между собой заворотные и обжимные рычаги, снабженные пружи ной, концентрично установленный с ними шаблон, привод их возвратнопоступательного перемещения вдоль центрального вала и систему регулирования осевого усилия рычагов и шаблона на бортовую часть покрьлики Система регулирования осевого усиЛИЯ рычагов и шаблона на бортовую часть покрьпики в известном устройстве выполнена в виде гидравлического привода, копира с кулачком и распределительного клапана 1 . Недостатком этого-устройства является то, что копир из-за инерционности гидравлического привода не обеспечивает постоянного усилия на криволинейную поверхность бортовой части покрышки в течение всего процесса формирования борта покрышк и требуемой скорости перемещения захватов вдоль вала. Кроме того, сложность известной гидравлической системы регулирования ограничивает возможности ее использованияна сбо рочном оборудовании. Наиболее близким к изобретению по технической сущности и достигаемому результату является устройство для обработки покрышек пневматическ шин, содержащее смонтированный на станине приводной вал с установленным на нем корпусом рычажного механизма с системами обжимных и заворо нь1х рычагов имеющих закрепленные н своих рабочих концах пружины, приво для аксиального перемещения корпуса установленную на приводном валу меж корпусом и его приводом кольцевую платформу, соединенную со штоками привода аксиального перемещения кор пуса, смонтированную на кольцевой платформе упругую связь, взаимодействующую с корпусом, и шаблон для посадки крыльев с приводом для его возвратно-поступательного перемещения вдоль приводного вала. В этом устройстве упругая связь включает тарированные пружины, расположенные между корпусом рычажного механизма и приводом его возвратно-поступател ного перемещения. Регулирование осе вого усилия осуществляется путем парирования пружин и перестановки ограничителей возвратно-поступатель ного перемещения захватов и шаблона вдоль приводного вала 2. Однако пружины сжатия, установленные между рычагами и приводом их воз в pajно-пост у нательного геремещения, не обеспечивают стабильного (постоянного) усилия на криволинейную пЬверхность бортовой части покрышки в процессе заворота слоев корда на крыло из-за жесткой характеристики пружины сжатия (зависимость усилия сжатия от величины деформации витков пружины). Отсутствие постоянных усилий -приводит к неравномерным вытяжкам слоев корда, а в некоторых случаях к разрушению резинотканевой основы, что снижает качество собираемых покрышек. Вместе с тем, избыточные усилия ведут к разрушению рабочих органов (кольцевых пружин) и плечиков сборочного барабана, ремонт которых приводит к длительным простоям сборочных станков. Кроме того, применение тарированных пружин в качестве упругой связи усложняет при эксплуатации регулирование и контролирование величины осевого усилия на бортовую часть покрышки. Более того, в станках для сборки крупногабаритных покрышек, где масса МФБ достигает 500 кг и более, а осевые усилия достигают по величине нескольких тонн, применение тарированных пружин в качестве упругой связи становится практически невозможным. Цель изобретения - повышение качества сборки покрышек за счет обеспечения постоянного усилия прижима пружин к бортовой части собираг емой покрышки. Поставленная цель достигается тем, что в устройстве для обработки покрышек пневматических шин, содержащем смонтированный на станине приводной вал с установленным не нем корпусом рычажного механизма с системами обжимных и заворотных рычагов, имеющих закрепленные на рабочих концах пружины, привод для аксиального перемещения корпуса, установленную на приводном валу между корпусом и его приводом кольцевую платформу, соединенную со штоками привода аксиального перемещения корпуса, смонтированную на кольцевой платформе упругую связь, взаимодействующую с корпусом, и шаблон для посадки крыльев с приводом для его возвратнопоступательного перемещения вдоль приводного вала, упругая связь выполнена в виде пневмоцилиндров одностороннего действия, штоки которых жестко связаны с корпусом, и системы пневмоаппаратуры, соединенной через регулятор давления и реле давления с поршневыми полостями пневмоцилиндров . . . Такая связь между механизмом формирования борта и приводом осевого перемещения является как бы воздушной подушкой, смягчающей резкие динамические удары от движущихся
масс f которая позволяет дегчсо регулировать величину осевого усилия при помощи регулятора давления сжатого воздуха, подводимого в пневмоцилиндры одностороннего действия, а введение стабилизатора давления гарантирует постоянную величину осевого усилия, что обеспечивает равномерную вытяжку слоев корда и предохраняет от поломок кольцевые пружины МФБ и плечики сборочного барабанЬ. Вместе с тем предлагаемое устройство надежно в . работе и удобно в эксплуатации, так как не требует сложного подбора тариррванных пружин, взаимодействующих с ограничителями упоров, которые необходимо перестраивать при переходе на другой размер покрышки, имеющей незначительное отличие в профиле бортовой части.
Упрощается автоматизированный цикл формирования бортовой части покрыики за счет наличия воздушной подушки между механизмом формирования борта и приводом возвратно-поступательного перемещения. Для качественной обработ15И бор.уа достаточно одно фиксированное положение осевого привода при операции заворота слоев корда на крыло, в то время как в прототипе нужно несколько промежу- точных положений, которые требуютвведения дополнительных конечны ; выключателей, реле и т.д.
; На фиг. 1 схематически изображено предлагаемое устройство, продольный разрез; на фиг, 2 и 3 - варианты схем привода в зависимости от габаритных размеров покрышек.
Устройство содержит станину 1, на которой консольно закреплен горизонтальный приводной вал2. На валу
2подвижно в осевом направлении установлен корпус 3 рычажного механизма, включающего обжимные 4.и заворотные
5 рычаги, снабженные пружинами 6 и 7 Соосно корпусу 3 рычажного механизма на валу 2 установлен шаблон .8 для посадки крыльев с приводом его перемещения (не показан). В станине 1 крепится привод 9 возвратно-поступательного перемещения корпуса 3,
На приводном валу 2 между корпусо
3и приводом 9 установлена кольцевая платформа 10, соединенная со штоками
11привода 9. На кольцевой платформе 10 смонтированы пневмоцилиндры
12одностороннего действия, штоки 13 которых жестко связаны с корпусом 3, Поршневые- полости пневмоц-илиндров
12 соединены с системой пневмоаппаратуры, содержащей регулятор 14 давления с манометром 15, реле 16 давления, клапан 17 сброса избыточного давления и управляющий электропневматический клапан 18.
Возможны варианты выполнения устройства в зависимости от размера, собираемых покрышек. В случае сборки
болыиегрузных покрышек упругая связь между рычажным механизмом и приводом 9 его перемещения может быть выполнена в виде пневмоцилиняров 19, смонтированных соосно с приводом 9 (фиг. 2).
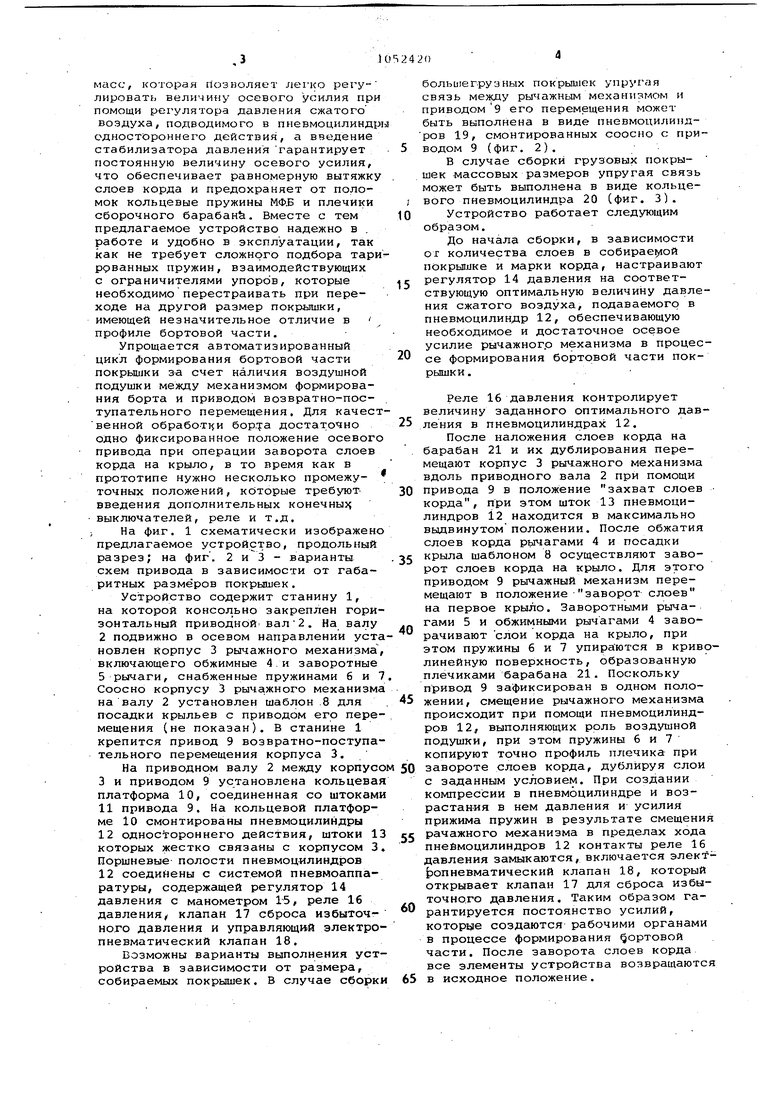
Б случае сборки грузовых покрышек -массовых размеров упругая связь может быть выполнена в виде кольцевого пневмоцилиндра 20 (фиг. 3).
Устройство работает следующим
0 образом.
До начала сборки, в зависимости от количества слоев в собираеглой покрышке и марки корда, настраивают регулятор 14 давления на соответ5ствующую оптимальную величину давления сжатого воздуха, подаваемого в пневмоцилиндр 12, обеспечивающую необходимое и достаточное осевое усилие рычажногр механизма в процес0се формирования бортовой части покрышки .
Реле 16 давления контролирует величину заданного оптимального дав5ления в пневмоцилиндрах 12.
После наложения слоев корда на барабан 21 и их дублирования перемещают корпус 3 рычажного механизма вдоль приводного вала 2 при помощи привода 9 в положение захват слоев
0 корда, при этом шток 13 пневмоцилиндров 12 находится в максимально выдвинутом положении. После обжатия Слоев корда рьмагами 4 и посадки крыла шаблоном 8 осуществляют заво5рот слоев корда на крыло. Для этого приводом 9 рычажный механизм перемещают в положение заворот слоев на первое крыло. Заворотными рычагами 5 и обжимными рычагами 4 заво
0 рачивают слои корда на крыло, при этом пружины 6 и 7 упираются в криволинейную поверхность, образованную плечиками барабана 21. Поскольку привод 9 зафиксирован в одном поло5жении, смещение рычажного механизма происходит при помощи пневмоцилиндров 12, выполняющих роль воздушной подушки, при этом пружины 6 и 7 копируют точно профиль плечика при завороте слоев корда, дублируя слои
0 с заданным условием. При создании компрессии в пневмоцилиндре и возрастания в нем давления и усилия прижима пружин в результате смещения рачажного механизма в пределах хода
5 пнеймоцилиидров 12 контакты реле 16 давления замыкаются, включается электропневматический клапан 18, который открывает клапан 17 для сброса избыточно.го давления. Таким образом га0рантируется постоянство усилий, которые создаются рабочими органами в процессе формирования фортовой части. После заворота слоев корда все элементы устройства возвращаются
5 в исходное положение.
Операции по обработке второго и последующих крыльев аналогичны, отличие лишь в том, что импульсы на останов рычажного механизма подаются с учетом новых расчетных величин фиксированных положений, необходимых для обработки последующего крыла
По сравнению с прототипом станком СПД 4-il50-200 П, индекс 321.581, предлагаемое устройство за счет выполнения гибкой связи между рычажным механизмом и приводом его возвратно-поступательного перемещения в виде пневмоцилиндра, связанног с системой пневмоаппаратуры и выпол
няющего роль во.здушной подушки, обеспечивает постоянное .усилие прижима пружин к бортовой части покрышки, что позволяет повысить качество формирования борта и псэкрышки в целом.
Воз.душная подушка, создаваемая пневмоцилиндром, связанным с пневмоаппаратурой, смягчает резкие динамические удары и предохраняет от поломок механизм обработки борта и сборочный барабан. Замена тарированных пружин на воздушную подушку упрощает конструкцию устройства в целом, устройство надежно и удобно в эксплуатации.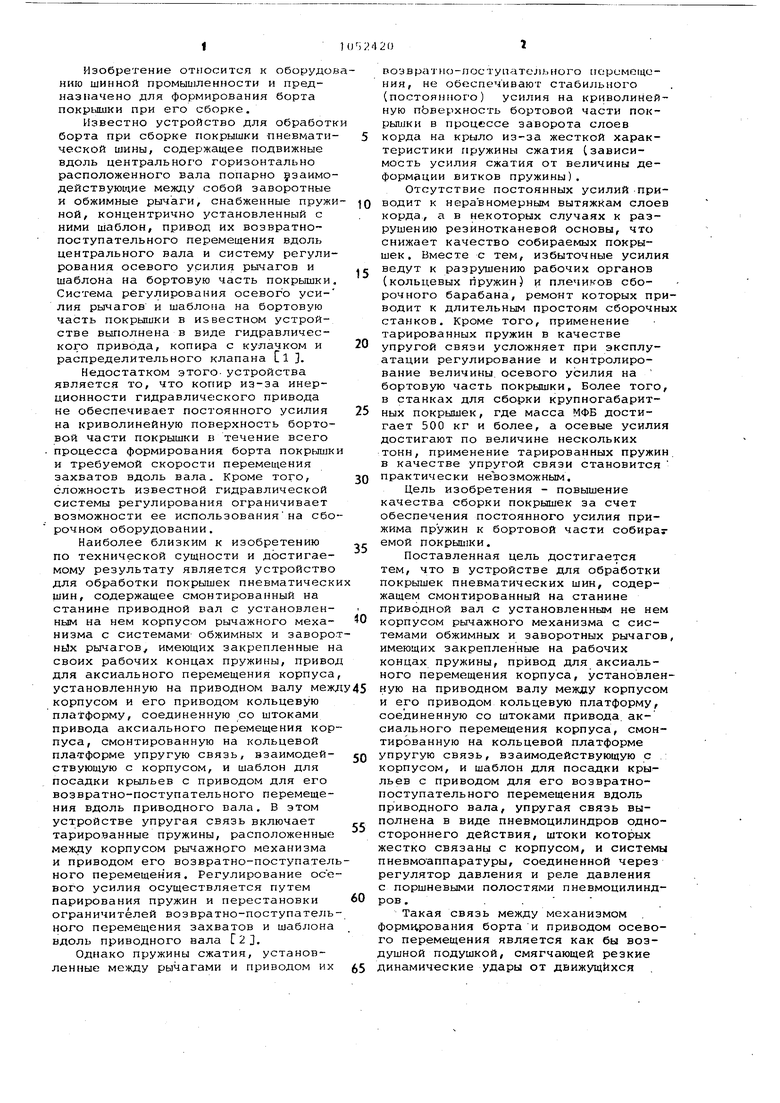
| название | год | авторы | номер документа |
|---|---|---|---|
| МЕХАНИЗМ ДЛЯ ФОРМИРОВАНИЯ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1985 |
|
SU1452023A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1980 |
|
SU956296A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1984 |
|
SU1154107A1 |
| Механизм обработки борта к станкудля СбОРКи пОКРышЕК пНЕВМАТичЕСКиХшиН | 1979 |
|
SU844367A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2051039C1 |
| МЕХАНИЗМ ОБРАБОТКИ БОРТА К СТАНКАМ ДЛЯ СБОРКИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1971 |
|
SU314661A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1983 |
|
SU1087367A1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1979 |
|
SU851867A1 |
| МЕХАНИЗМ ФОРМИРОВАНИЯ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2069150C1 |
| Механизм обработки борта к станку для сборки покрышек пневматических шин | 1980 |
|
SU912535A1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ. ШИН, содержащее смонтированный на станине приводной.вал с установленным на . нем корпусом рычажного механизма с системами обжимных и заворотных. рычагов, имеющих закрепленные на рабочих концах пружины, привод для аксиального перемещения корпуса, установленную на приводном валу между корпусом и его приводом кольueBSTO платформу, соединенную со штоками, привода аксиального перемещения корпуса, смонтированную на кольцевой платформе упругую связь, взаимодей-, ствующую с корпусом, и шаблон для посадки крыльевс приводом для его возвратно-поступательного перемещения вдоль приводного вала, OJT л ичающееся тем, что, с целью повышения качества собираемых покрышек за счет обеспечения постоянного усилия прижима пружин к бортовой части собираемой покрышки, упругая связь выполнена в виде пуевмоцилиндров одностороннего действия, (Л штоки которых жестко связаны с корпусом, и системы пневмоаппаратуры, соединенной через регулятор давления и реле давления с поршневыми полостями пневмоцилиндров. сд ъо NU ю
Фиг.1
20
.„.(
J4XXV4.
Фиг.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для формирования борта при сборке покрышки пневматической шины | 1976 |
|
SU666096A1 |
| Солесос | 1922 |
|
SU29A1 |
