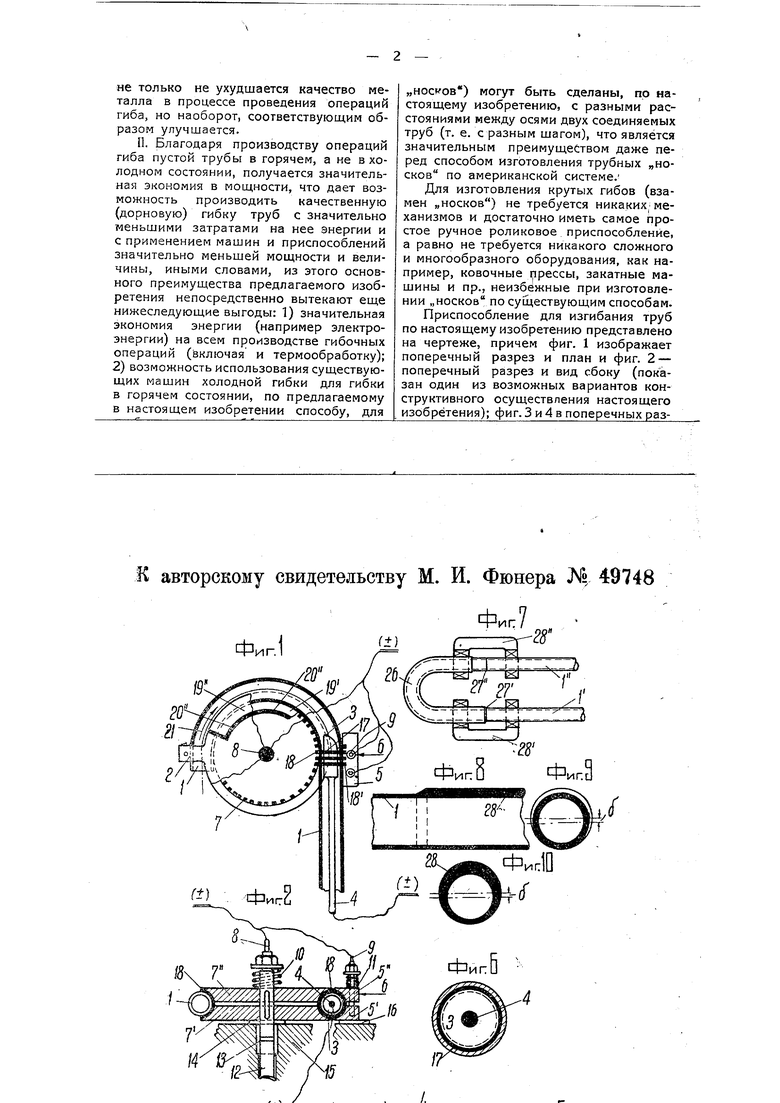
..-..,, ..лсгда1пчс1 ки на фиг. В разрезе, причем направляющий башмачный или роликовый прижим 5 также электроизолируется соответствующим образом от корпуса машины /5, например, при помощи соответствующих „диэлектриковых прокладок J6.
на фиг. 1 показано также осуществление электронагрева пустой трубы в гибочных головках или других приспособлениях гибочных машин по настоящему изобретению, при котором достигается возможность распространить зону нагрева на некоторое расстояние от места самого гиба, т. е. на любую часть уже согнутого колена трубы. Для этой цели в ручьевом роликовом калибре 7 (т. е. соответственно в двух его разъемных полсэвинках 7 и 7) сделаны „сегменталь , ладыши соответственно половинкам 19 и /Р. Эти вкладыши изолируются от ПОЛОВИНПИ nuuKPRnrn кяпи(
не только не ухудшается качество металла в процессе проведения операций гиба, но наоборот, соответствующим образом улучшается.
П. Благодаря производству операций гиба пустой трубы в горячем, а не в холодном состоянии, получается значительная экономия в мощности, что дает возможность производить качественную (дорновую) гибку труб с значительно меньшими затратами на нее энергии и с применением машин и приспособлений значительно меньшей мощности и величины, иными словами, из этого основного преимущества предлагаемого изобретения непосредственно вытекают еще нижеследующие выгоды: 1) значительная экономия энергии (например электроэнергии) на всем производстве гибочных операций (включая и термообработку); 2) возможность использования существующих машин холодной гибки для гибки в горячем состоянии, по предлагаемому в настоящем изобретении способу, для
„носков) могут быть сделаны, по настоящему изобретению, с разными расстояниями между осями двух соединяемых труб (т. е. с разным шагом), что является значительным преимуществом даже перед способом изготовления трубных „носков по американской системе.
Для изготовления крутых гибов (взамен „носков) не требуется никаких; механизмов и достаточно иметь самое простое ручное роликовое приспособление, а равно не требуется никакого сложного и многообразного оборудования, как например, ковочные iipeccbi, закатные мащины и пр., неизбежные при изготовлении „носков по существующим способам.
Приспособление для изгибания труб по настоящему изобретению представлено на чертеже, причем фиг. 1 изображает поперечный разрез и план и фиг. 2 - поперечный разрез и вид сбоку (показан один из возможных вариантов конструктивного осуществления настоящего изобретения); фиг. 3 и 4 в поперечных раз

| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление для изгибания труб с помощью газового нагрева | 1935 |
|
SU49749A1 |
| Станок для холодного изгибания труб | 1935 |
|
SU49750A1 |
| Устройство для нагибания труб | 1934 |
|
SU40684A1 |
| Способ стыковой сварки, например, труб | 1932 |
|
SU39888A1 |
| Форма для термитной сварки труб | 1933 |
|
SU42400A1 |
| Прибор для учета количества воды, подаваемой в котел | 1924 |
|
SU2172A1 |
| СТАНОК ДЛЯ ИЗГИБАНИЯ ТРУБ | 1934 |
|
SU42399A1 |
| Вертикальный водотрубный паровой котел | 1927 |
|
SU8431A1 |
| Устройство для изгибания труб | 1934 |
|
SU40685A1 |
| Форма для термитной сварки труб | 1933 |
|
SU38410A1 |
К авторскому свидетельству М. И. Фюнера № 49748 Ф-7,.
Date : 19/12/2001
Number of pages : 4
Previous document : SU 49748
Next document : SU 49750
Класс 49hit 17.,,, И
№ 49749 АВТОРСКОЕ СВИДЕТЕЛЬСТВО
ОПИСАНИЕ
приспособления для изгибания труб с помощью газового
К авторскому свидетельству М. И. Фюнера, заявленному 9 августа 1935 года (спр. о перв. № 174512),
О выдаче авторского свидетельства опубликовано 31 августа 1936 года.
Приспособление для изгибания труб по настоящему изобретению относится к приспособлениям для горячей гибки труб на дорне без набивки их песком. Преимущества такой гибки подробно описаны в авторском, свидетельстве № 49748.
Для осуществления горячей гибки труб на дорне могут быть применены самые разнообразные методы нагрева и таковой может производиться не только электричеством (как было уже описано в авторском свидетельстве № 49748), но и любым иным путем, например, газом, горением жидкого топлива и т. д.
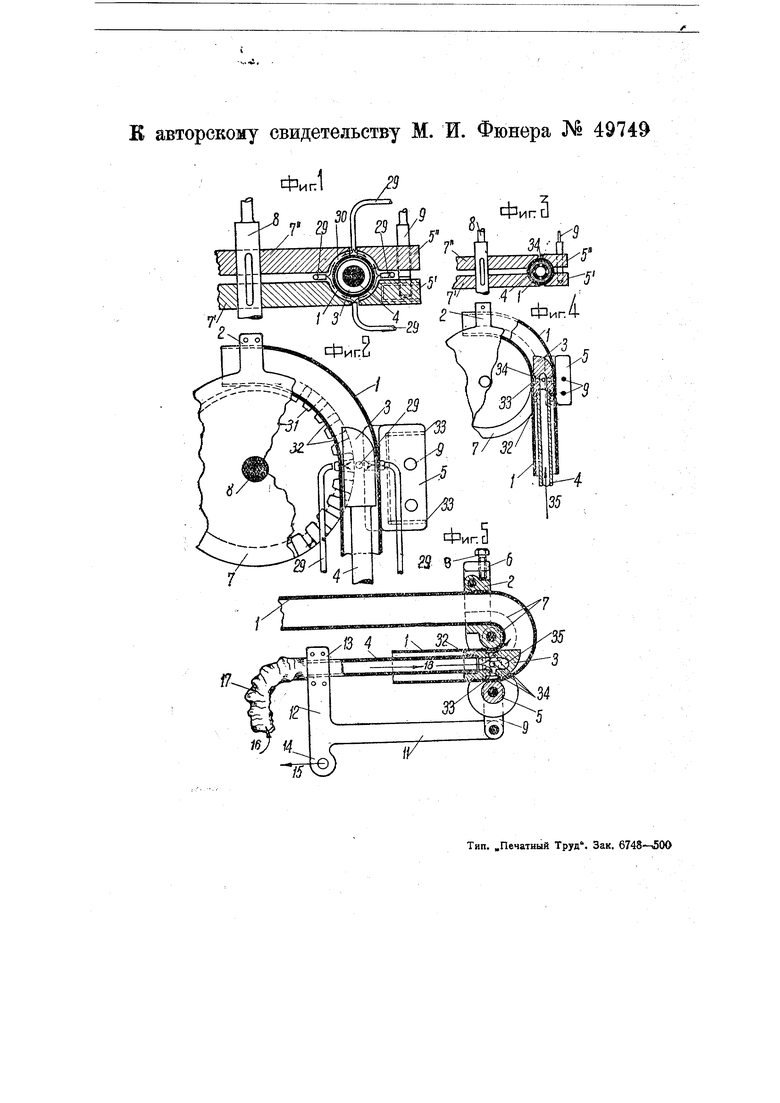
На чертеже на фиг. 1 в поперечном разрезе и на фиг. 2-в плане и в частичном разрезе в виде сверху показан вариант осуществления приспособления по настоящему изобретению с применением газового или нефтяного (бензинного, бензолового или вообще жид1 о-топливного) поверхностного нагрева трубы в месте сечения гиба; на фиг. 3-в поперечном разрезе и на фиг. 4-в плане и частично в поперечном разрезе и в виде сверху показан вариант осуществления предлагаемого изобретения, в котором нагрев газом или жидким топливом в месте сечения трубы одновременно и непрерывно в процессе самого гиба происходит изнутри трубы; на фиг. 5 в продольном разрезе и в планагрева.у
не схематически показан вариант приспособления для осуществления очень крутого изгиба трубы.
Газ или продукты горения жидкого топлива (фиг. 1 и 2) подводятся по трубкам 29 в канал 30, расположенный концентрично поперечному сечению трубы 7 в местах изгиба. В этом объемлющем все поперечное сечение трубы снаружи канале 30 происходит разогрев сечения трубы в месте гиба до необходимой температуры; трубки 29 могут быть подведены как через щель, образующуюся между ручьевым роликом калибром 7 и направляющим прижимом 5, так и через пространство разъема между обеими частями 7 и 7 этого, равно как и частями 5 и 5 прижима.
В виду того, что в ручьевом роликовом калибре 7 не может быть постоянного канала 30, обхватывающего сечение трубы в месте гиба, так как самый калибр вращается вокруг оси 8, то он выполнен из ряда отдельных пазов 3f, периодически подходящих к месту сечения гиба по АБ и чередующихся с выступами 32, на которых всегда плотно лежат соответствующие части поверхности гнутой трубы. При этом, в виду того, что пазы 5/ и выступы 32 быстра чередуются один за другим, а нагрев трубы последовательно происходит в канале 30, обхватывающем всю ее снаруНА ИЗОБРЕТЕНИЕ к авторскому свидетельству М. И. Фиг1 5 ft , 4 /xJL о о. аритвмвЫюмаиштаая-, 1 Фюнера № 4974

