Изобретение относится к обработке металлов резанием и может быть использовано в устройствах для обработки внутренних поверхностей заготовок с радиальной относительно вращающегося щпинделя подачей резца.
РЬвестны расточные головки для обработки канавок и нодрезки торцов, корпус которых посредством хвостовика закреплен на расточной щтанге и несет механизм радиальной подачи резца, выполненный в виде звездочки, взаимодействующей с упорами тормозного устройства.
Предлагаемая головка отличается от известных тем, что тормозное устройство выполнено в виде набора втулок, свободно установленных на расточ.ной штанге и соединенных между собой, например, Г-образпыми замками. Каждая втулка состоит из двух шарнирно скреиленных половин, а упоры размещены на торце кольцевого выступа, который вынолнен на одной из втулок со стороны режущего инструмента и взаимодействует с кольцевой канавкой хвостовика корпуса.
Указанные отличия позволяют расщирить технологические возможности расточной головки.
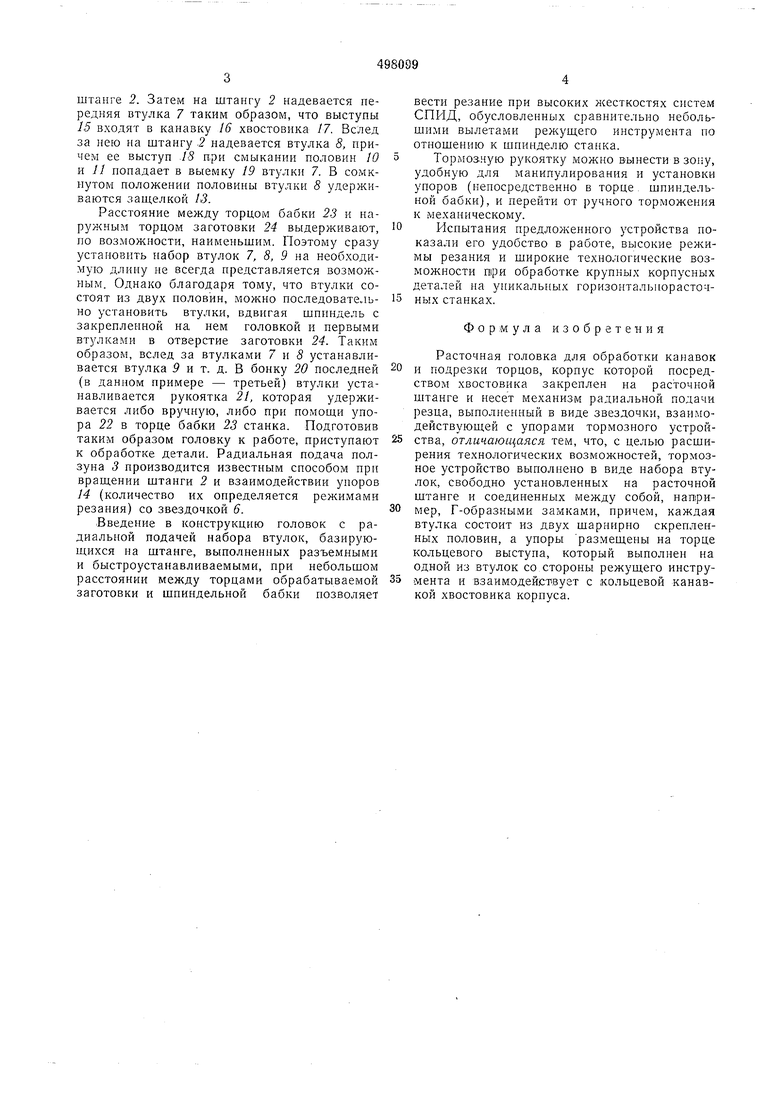
На фиг. 1 изображена .расточная головка, продольный разрез; на фиг. 2 - разрез по А-А на фиг, .
Корпус / головки жестко связан с расточной штангой 2 станка. Ползун 3 несет режущий инструмент 4. Винт 5 со звездочкой Г обеспечивает радиальную подачу ползуна 3
относительно корпуса /. На щтапге 2 подвижно базируется набор втулок 7, 8, 9 (набоп может содержать и другое количество втулок). Каждая втулка состоит из двух половин 10 и 7/, соед 1ненны,х между собой шарнирами 12 и подпружиненных защелками 13. На передней втулке 7, непосредственно примыкающей к корпусу /, имеются упоры 14, взаимодействующие со звездочкой 6. BbicTvпы 15 втулки 7 входят в кольцевую канавку
/5 хвостовика 17 и служат для фиксации набора втулок относительно корпуса /. На втулках имеются Г-образные выступы 18 к выемки 19, являющиеся замком для соедипенпя втулок между собой. Кроме того, на каждой втулке приварена бопка 20 для крепления рукоятки 21. Последняя может удерживаться либо вручную, либо (при обработке широких торцов) с помощью упора 22, ввинч ваемого в торец шпиндельной бабки 23 станка.
Головку используют при подрезке внутренних торцов в корпусных деталях и расточке канавок, когда зона резания находится па значительном удалении от торца обрабатываемой заготовки 24. В этих случаях корпус / головки известным способом крепится в
штанге 2. Затем на штангу 2 надевается передняя втулка 7 таким образом, что выступы 15 входят в канавку 16 хвостовика 17. Вслед за нею на штангу 2 надевается втулка 8, причем ее выступ /5 при смыкании половин 10 н 11 попадает в выемку 19 втулки 7. В сомкнутом положении половины втулки 5 удерживаются защелкой 13.
Расстояние между торцом бабки 23 и наружным торцом заготовки 24 выдерживают, по возможности, наименьшим. Поэтому сразу установить набор втулок 7, 8, 9 на необходимую длину не всегда представляется возможным. Однако благодаря тому, что втулки состоят из двух половин, можно последовательно установить втулки, вдвигая шпиндель с закрепленной на нем головкой и первыми втулками в отверстие заготовки 24. Таким образом, вслед за втулками 7 и 8 устанавливается втулка Р и т. д. В бонку 20 последней (в данном примере - третьей) втулки устанавливается рукоятка 21, которая удерживается либо вручную, либо при помощи упора 22 в торце бабки 23 станка. Подготовив таким образом головку к работе, приступают к обработке детали. Радиальная подача ползуна 3 производится известным способом при вращении штанги 2 и взаимодействии упоров 14 (количество их определяется режимами резания) со звездочкой 6.
Введение в конструкцию головок с радиальной подачей набора втулок, базирующихся на штанге, выполненных разъемными и быстроустанавливаемыми, при небольшом расстоянии между торцами обрабатываемой заготовки и шпиндельной бабкн позволяет
вести резание при высоких жесткостях систем СПР1Д, обусловленных сравнительно небольшими вылетами режущего инструмента по отношению к шпинделю станка.
Тормозную рукоятку можно вынести в 30iiy, удобную для манипулирования и установки упоров (непосредственно в торце, шпиндельной бабки), и перейти от ручного торможения к механическому.
Испытания предложенного устройства показали его удобство в работе, высокие режимы резания и широкие технологические возможности ори обработке крупных корпусных деталей на уникальных горизонтальнорасточных станках.
Формула изобретения
Расточная головка для обработки канавок
и подрезки торцов, корпус которой посредством хвостовика закреплен на расточной штанге и несет механизм радиальной подачи резца, выполненный в виде звездочки, взаимодействуюшей с упорами тормозного устройства, отличающаяся тем, что, с целью расширения технологических возможностей, тормозное устройство выполнено в виде набора втулок, свободно установленных на расточной штанге и соединенных между собой, например, Г-образными замками, причем, каждая втулка состоит из двух шарнирпо скрепленных половин, а упоры размещепы на торце кольцевого выступа, который выполнен на одной из втулок со стороны режущего инструмента и взаимодейс-твует с кольцевой канавкой хвостовика корпуса.
1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ АСИММЕТРИЧНОЙ ЗАГОТОВКИ С ОДНОЙ УСТАНОВКИ, СТАНОК И УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВКИ | 2013 |
|
RU2600685C1 |
| Шпиндельное устройство горизонтально-расточного станка | 1989 |
|
SU1713749A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Устройство для смазки выдвижного шпинделя горизонтально-расточного станка | 1982 |
|
SU1048234A1 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Силовая головка | 1990 |
|
SU1756030A1 |
| Шпиндельный узел | 1986 |
|
SU1743719A1 |
| УНИВЕРСАЛЬНАЯ СИСТЕМА КРЕПЛЕНИЯ ИНСТРУМЕНТА ДЛЯ ЦЕНТРА МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 2009 |
|
RU2521545C2 |
| Способ изготовления колец шарикоподшипников и устройство для его осуществления | 1987 |
|
SU1733171A1 |
| СПОСОБ УПЛОТНЕНИЯ УЗЛА ПОДВОДА СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ В ЗОНУ РЕЗАНИЯ ПРИ ОБРАБОТКЕ ГЛУБОКИХ ОТВЕРСТИЙ | 2010 |
|
RU2432245C1 |
г
