и выходы блоков 2, 3, 5, блока памяти 6, блока 7 программной перестройки структуры, блока 9 хранения уставок и констант, цифрового блока 10, блока // индикации и цифроцечати связаны магистральными кодовыми Наинами, а блок управления 8 соединен с блоком 7.
Предлагаемое устройство работает следующим образом.
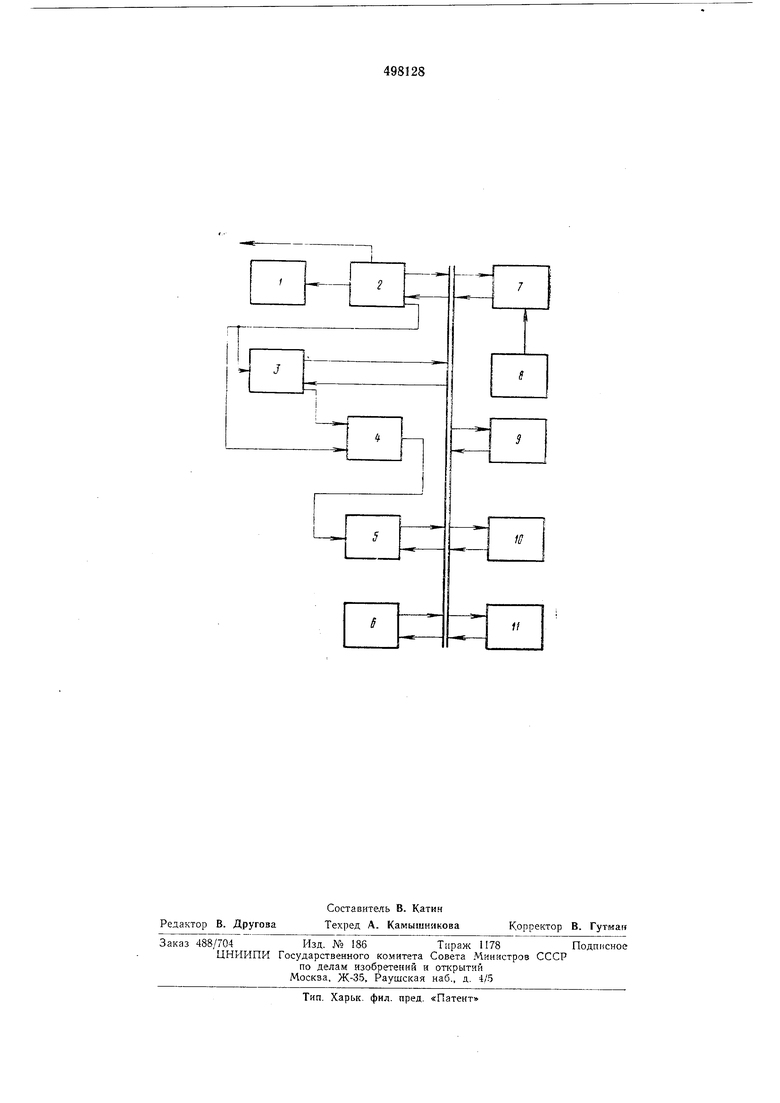
Сигналы датчиков, установленных на сварочной лташине, поступают на масштабирующие усилители-формирователи блока сопряжения 2 и приводятся к стандартному уровню в зависимости от толщины и марки свариваемых материалов. Для синхронизации работы устройства с циклом сварочной машины предназначен синхронизатор 3. Он переводит блок 4 операционных решающих усилителей в необходимый режим работы (исходное состояние, рещение, хранение), из,меряет время отдельных циклов сварочного процесса.
Далее в блоке 4 происходит формирование сигналов с датчиков. Аналого-цифровой преобразователь 5 производит преобразование аналоговых сигналов в цифровые коды, которые запоминаются в блоке памяти 6.
В блоке управления 8 вырабатываются управляющие сигналы, которые поступают в блок 7 программной перестройки структуры.
В основу построения блока 7 программной перестройки структуры устройства положены принципы микропрограммного управления. Микропрограмма может хранить верхние и нижние пределы контролируемых параметров сварочного процесса, алгоритм вычисления диаметра ядра d, глубины проплавлепия А и любые другие алгоритмы.
При изменении контролируемых параметров процесса, оптимальных режимов сварки, типа контактной мащины и вида математической модели блоком 7 программной перестройки обеспечивается простая перестройка алгоритма работы ус-лройства за счет смены прошивок постоянной памяти, благодаря чему обеспечивается большая гибкость.
С помощью цифрового блока 10 производится выполнение ариф.метических и логических- операций согласно алгоритма работы устройства модели, затем результаты расчета любого из контролируемых параметров сварочного процесса по выбору оператора могут индицироваться в блоке 11 десятичной индикации и цифропечати.
Благодаря высокой скорости обработки информации в цифровом блоке 10 можно вести управление качеством сварки, т. е. оказывать управляющее воздействие на сварочную мащину, корректируя необходимые параметры.
Формула изобретения
Устройство контроля и управления процессом контактной сварки, содержащее блок измерения параметров процесса сварки, соединенный с блоком сопряжения, блок операционных решающих усилителей, цифровой блок, блок индикации и цифропечати и блок управления, отличающееся тем, что, с целью расширения функциональных возможностей, повышения точности контроля параметров нескольких одновременно работающих сварочных мащин, оно снабжено синхронизатором,
аналого-цифровым преобразователем, блоком памяти, блоком хранения уставок и соединенным с ними и с блоком сопряжения через магистральные кодовые щины блоком программной перестройки структуры, П1ри этом выход
блока сопряжения соединен со входом синхронизатора и входом блока операционных решающих усилителей, выход синхронизатора соединен с другим входом блока операционных решающих усилителей, выход которого
соединен со входом аналого-цифрового преобразователя, выход же блока управления подключен к блоку программной перестройки структуры.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля и управления процессом контактной сварки | 1976 |
|
SU656767A2 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1988 |
|
SU1683244A1 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |
| Цифро-аналоговая система для регистрации и статистической обработки информации | 1979 |
|
SU858023A1 |
| Способ автоматического контроля сварочного процесса | 1986 |
|
SU1430205A1 |
| Устройство для управления процессом контактной точечной сварки | 1990 |
|
SU1743766A1 |
| Аналого-цифровое вычислительное устройство | 1986 |
|
SU1388913A1 |
| Способ акустико-эмиссионного контроля процесса точечной контактной сварки и устройство для его осуществления | 1989 |
|
SU1773640A1 |
| Устройство защиты и автоматики распределительной подстанции | 1988 |
|
SU1584023A1 |