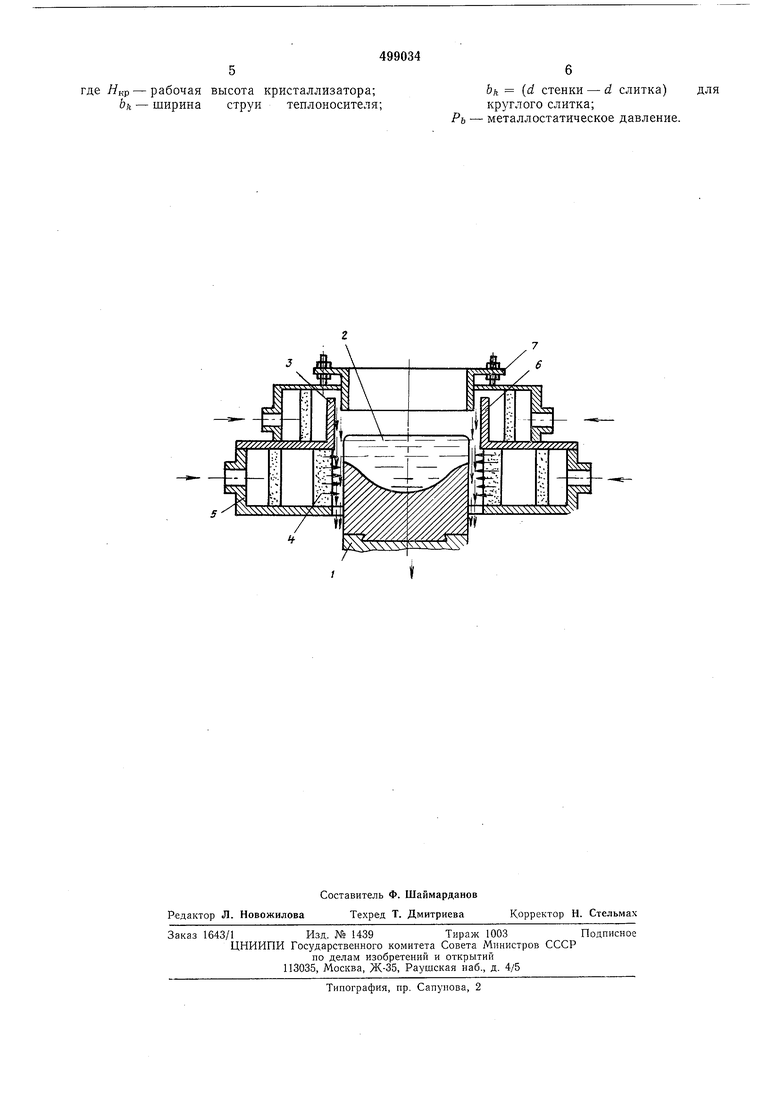
меров внутреннего потока полой струи теплоносителя. Изменение размеров полой струи внутреннего потока теплоносителя, направленного параллельно оси слитка, можно достичь путем изменения величины давления Р„ в наружном потоке, направленном перпендикулярно к внутреннему потоку в пределах Я„ (0,01 - - 0,3) РЬ, где РЪ - металлостатическое давление. Вокруг формируемого на затравке 1 столба жидкого металла 2 образуют формирующий влутренпий поток теплоносителя в виде полой струи, создаваемой соплом 3, направленный параллельно оси слитка и управляющий наружный поток теплоносителя, создаваемый пористым распределяющим элементом 4, заключенным в корпус 5. Для направления полой струи теплоносителя, формирующего жидкий металл в слиток, служит подпорная стенка 6, которая ограничивает расширение полой струи снаружи. Сонло 3 образовано неподвижной подпорной стенкой 6 и подвижной гильзой 7, установленной концентрично подпорной стенке с возможностью перемещения по высоте для изменения длины рабочей щели сопла 3. Способ осуществляют следующим образом. Затравку 1 вводят на /з высоты распределяющего элемента 4 (например, пористой керамической втзлки) и подают параллельно оси слитка через сопло 3 формирующий внутренний поток теплоносителя (например, нейтральный газ) в виде полой струи, ограниченной но контуру подпорной стенкой 6. Затем подают наружный управляющий поток теплоносителя, (например, нейтральный газ или водогазовую смесь) через распределяющий элемент 4, направленный перпендикулярно к оси слитка и формирующему внутреннему потоку. Для изменения давления по высоте в зоне управляющего потока распределяющий элемент 4 имеетпеременную пористость по высоте, увеличивающейся книзу по линейному закону. Изменяя величину давления в наружном потоке устанавливают необходимый внутренний диаметр полой струн внутреннего формирующего потока. Подача водогазовой смеси в управляющий (наружный) и формирующий (внутренний) потоки позволит визуально определить размер слитка и увеличить скорость охлаждения столба жидкого металла, формируемого в слиток. Величину давления во внутреннем потоке определяют по формуле: P, lgh, где Y - удельный вес металла; g - ускорение свободного падения; /1 - высота столба жидкого металла формируемого в слиток. Для обеспечения ламинарного истечения перепад давления по высоте внутреннего потока, протекающего между затравкой (а затем поверхностью слитка) и подпорной стенкой определяют в упрощенном виде из отношения:8р 1,92 Для круглого слитка b, (d,-d,), где di - диаметр подпорной стенки; d2 - диаметр слитка. Из соотнощения (II) следует, что при фиксированных значениях плотности и динамического коэффициента вязкости теплоносителя, граничное значение разности давлений до и после кольцевого канала, обеспечивающего ламинарное истечение, не определяется в отдельности ни шириной канала для истечения А ( - ). ни величиной k di-d а зависит от совокупности этих двух величин. Давление в наружном потоке поддерживают в пределах р„ (0,01-0,3) Рг,. При установлении давления на внутреннем А и наружных потоках Б на затравку 1 подают жидкий металл 2. Давление столба жидкого металла 2 опирающего на затравку 1 (а после образования на ней слитка на ее верхнюю часть), будет уравновешиваться давлением газовой среды в потоках А и Б. После установления равновесия давлений и набора необходимой высоты столба жидкого металла 2 начинают опускать затравку 1 с заданной скоростью. Формула изобретения Способ полунепрерывной разливки металлов путем формирования жидкого металла в слиток внутри полой струи теплоносителя, образованный двумя взаимоперпендикулярными потоками, внутренний из которых направлен параллельно, а наружный - перпендикулярно к оси разливки, отличающийся тем, что, с целью обеспечения ламинарного истечения потока теплоносителя, компенсации перепада давления во внутреннем потоке теплоносителя и металлостатического давления по высоте жидкой фазы слитка, перепад давления во внутреннем потоке поддерживает в пределах, определяемых соотношением бр 1,92 - з при этом давление в наружном потоке увеличивают по линейному закону пропорционально металлостатическому давлению столба жидкого металла и величину давления в наружном потоке поддерживают в пределах РН- (0,01-0,3) Рь,
где ЯКР - рабочая высота кристаллизатора; bh - ширина струи теплоносителя;
bk (d стенки - d слитка) для круглого слитка; РЪ - металлостатическое давление.
| название | год | авторы | номер документа |
|---|---|---|---|
| Газовый кристаллизатор | 1974 |
|
SU691238A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1990 |
|
RU2020035C1 |
| Устройство для полунепрерывного литья полых заготовок | 1979 |
|
SU863162A2 |
| Способ получения полого слитка | 1979 |
|
SU899238A1 |
| Установка непрерывного или полу-НЕпРЕРыВНОгО лиТья СлиТКОВ B элЕКТРО-МАгНиТНОМ КРиСТАллизАТОРЕ | 1978 |
|
SU806238A1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛИТКОВ | 1995 |
|
RU2080206C1 |
| Стержень для получения полого слитка | 1981 |
|
SU1069928A1 |
| Способ литья слитков в кристаллизаторе скольжения | 1991 |
|
SU1826931A3 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ КРУГЛЫХ СЛИТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2547089C2 |
| Способ непрерывного литья слитков | 1978 |
|
SU806236A1 |
