Изобретение относится к металлургии и может быть использовано для непрерывного литья слитков на установках вертикального типа.
Известен способ непрерывного или полунепрерывного литья, включающий заливку расплава в кристаллизаторы скольжения различного конструктивного исполнения, выполняющие роль формообразователя отливки (см. Труболитейное производство. Хахалин Б.Д. и др. «Металлургия», 1977, с.153).
Основным недостатком способа непрерывного литья в кристаллизаторы скольжения является контакт жидкого металла со стенками кристаллизатора, проявляющийся в налипании твердеющего расплава к рабочим втулкам (стенкам) кристаллизатора, их короблению, сложность управления процессом кристаллизации вследствие действия усадочных процессов при формировании слитков. Мероприятия, к которым относятся: смазка стенок кристаллизатора, изменение их геометрии, возвратно-поступательное движение кристаллизатора, периодическое вытягивание заготовок, не устранили основного недостатка способа литья в кристаллизаторы скольжения - наличие контакта расплава с охлаждаемой формообразующей рабочей втулкой (стенкой) кристаллизатора.
Наиболее близким по условиям формирования слитков к заявляемому способу является способ непрерывного литья отливок заданного сечения с использованием электромагнитного поля индуктора, выполняющего роль бесконтактного формообразователя боковой жидкой зоны отливки, которая подвергается интенсивному (принудительному) охлаждению, а охлаждающую среду подают на боковую поверхность слитка вблизи жидкой зоны на расстоянии, обеспечивающем расположение фронта кристаллизации на поверхности слитка в пределах высоты индуктора (см. а.с. СССР №437331, кл. B22D 11/00, 1966).
Недостатками существующего способа литья в электромагнитный кристаллизатор являются: низкая скорость литья, которая лимитируется скоростью продвижения фронта кристаллизации вверх по оси слитка в направлении жидкой зоны, а процесс перехода металла из жидкого состояния в жидко-твердое и затем в твердое происходит в пределах достаточно узкой зоны; высокая стоимость оборудования и оснастки, включающие в себя мощные преобразователи частоты, сложные в изготовлении индукторы; повышенный расход электроэнергии.
Цель изобретения: увеличение скорости литья, снижение затрат на оборудование, оснастку и электроэнергию.
В заявляемом способе бесконтактное формообразование жидкого металла осуществляется под действием напора газа, создаваемого по всей площади боковой поверхности расплава со стороны рабочей втулки кристаллизатора и образующего поле напора газа. В способе использован эффект динамического давления (скоростного напора) газа, выходящего под давлением из какого-либо канала или сопла. Высоту металла в газонапорном кристаллизаторе поддерживают на постоянном уровне в пределах зоны действия поля напора газа. Вытягивание слитка производят с постоянной скоростью.
Теоретически, воздействие напора газа на поверхность жидкого металла можно рассматривать как воздействие на жидкость, близкую к идеальной, т.е. без учета вязкости и поверхностного натяжения, а температуру газа иметь равной температуре жидкого металла.
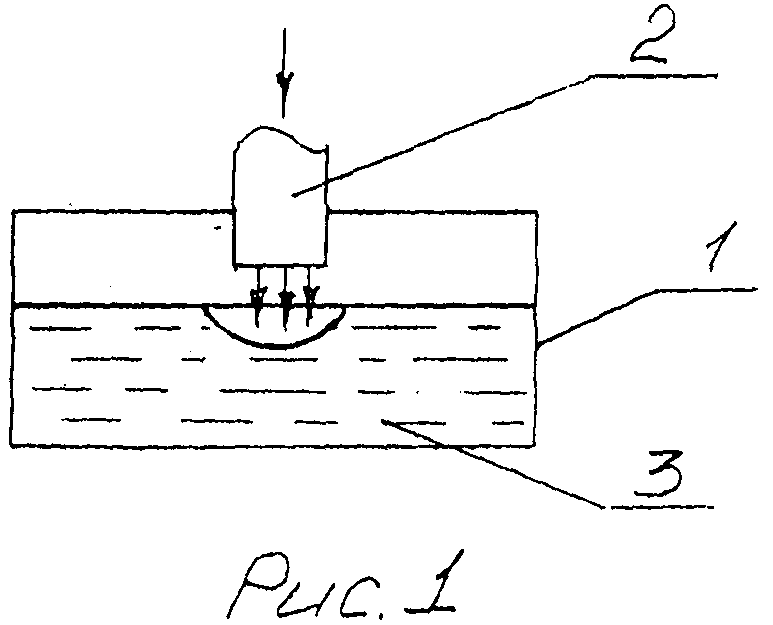
На рисунках 1, 2, 3, 3а схематично показан механизм формообразования различных поверхностей при воздействии на жидкость скоростным напором струй газа. На рисунке 1 изображено образование углубления на поверхности жидкости 3 в сосуде 1 при воздействии напора газа, выходящего из неподвижного сопла 2. На данной площади образуется постоянное поле напора газа, которое относится к стационарным полям физической величины.
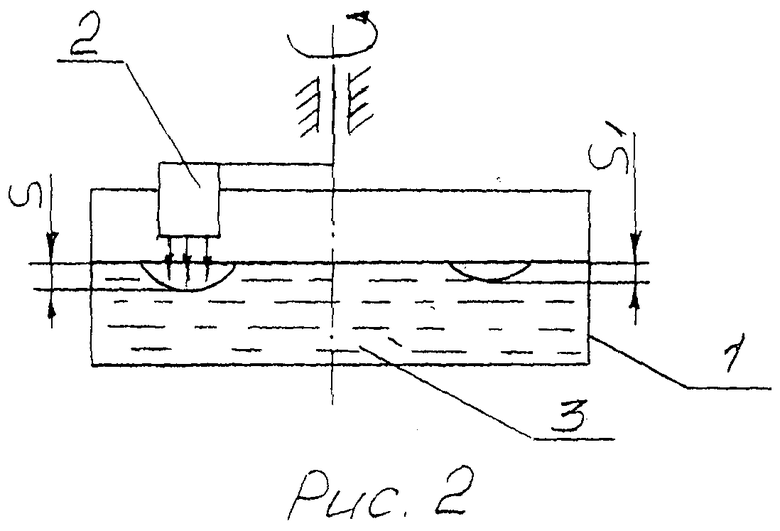
На рисунке 2 изображено образование кольцевого углубления на поверхности жидкости 3 при воздействии напора газа, создаваемого соплом 2, которое вращается вокруг оси 4. Из рисунка видно, что максимальная глубина лунки S образуется в месте действия напора газа. При перемещении струи газа с прежней позиции глубина лунки начинает уменьшаться под действием архимедовых сил до момента, когда струя газа вновь вернется на эту позицию и восстановит углубление в жидкости до прежнего размера. Чем выше скорость вращения струи газа по окружности, тем меньше разница глубин S и S1 по периметру кольцевого углубления. Таким образом создается поле напора газа, которое с течением времени изменяется во всех точках образовавшегося углубления от нуля до максимального значения и относится к нестационарным полям.
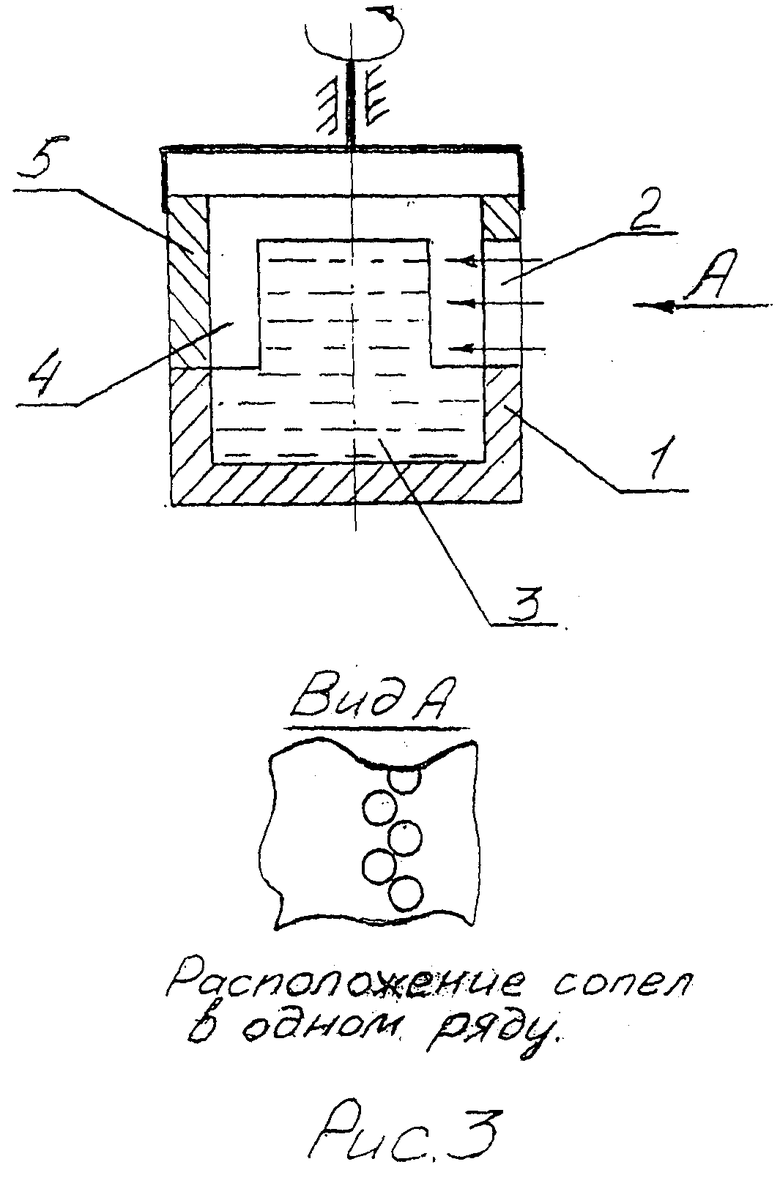
На рисунке 3 изображено образование сужения жидкости 3 цилиндрической формы в сосуде 1 при воздействии напора газа, создаваемого соплом 2 щелевидной формы, либо соплами, расположенными на втулке 5 в одном ряду в шахматном порядке по ее высоте (фиг. 3а), которая вращается вокруг оси. За счет быстрого вращения втулки 5 напор газа из сопел 2 создает кольцевое поле напора газа в образовавшейся полости 4. Кроме того, в полости 4 поддерживается постоянный градиент давления газа по высоте сформированного столба жидкости.
Для бесконтактного формообразования жидкого металла в виде цилиндра необходимо создать кольцевое поле напора газа, превышающее давление жидкого металла. Решение задачи создания кольцевого поля напора газа - в быстром перемещении струй газа по всей площади боковой поверхности формирующегося слитка. С этой целью предусмотрено вращение рабочей втулки кристаллизатора, которая имеет один или более рядов сопел, расположенных вдоль оси втулки в шахматном порядке с целью частичного перекрытия их площадей в горизонтальных плоскостях. При достаточно быстром вращении рабочей втулки, струи газа охватывают всю площадь боковой поверхности формирующегося слитка, удерживая расплав в форме цилиндра. Одновременно с формообразованием происходит охлаждение расплава потоками газа и формирование корочки кристаллизующегося металла, которая растет по мере прохождения через зону поля напора газа, после чего формирующийся слиток подвергается прямому охлаждению жидкостью для обеспечения необходимой скорости продвижения фронта кристаллизации. За счет увеличения зоны охлаждения может быть значительно увеличена скорость вытягивания слитка, а использование маломощного привода вращения рабочей втулки кристаллизатора по сравнению с использованием дорогостоящего электротехнического оборудования и оснастки с высоким потреблением электроэнергии приводит к снижению затрат на производство слитков.
Известно устройство для непрерывного вертикального литья круглых слитков, содержащее кристаллизатор с рубашкой охлаждения, кольцевой спрейер и механизм вытягивания (см. Герман Э. «Непрерывное литье», М., 1961, с.232). Недостатком данного устройства для осуществления заявляемого способа, позволяющего обеспечить бесконтактное формообразование и охлаждение расплава, является невозможность вращения рабочей стенки (втулки) кристаллизатора, неподвижно закрепленной в корпусе кристаллизатора.
Поставленная техническая задача решается за счет того, что в устройстве для непрерывного вертикального литья круглых слитков, содержащем кристаллизатор с рубашкой охлаждения, кольцевой спрейер и вытягивающий механизм, в заявленном способе рабочая втулка кристаллизатора соосно установлена на подшипниках в корпус кристаллизатора и имеет привод вращения шкива, установленного на хвостовике втулки, а в стенке втулки на рабочей части имеются отверстия, выполняющие роль сопел и расположенные вдоль оси втулки в одном ряду в шахматном порядке или другим количеством рядов таким образом, что площади их поперечных сечений перекрываются друг с другом в горизонтальных плоскостях, или рабочая втулка имеет одну или более сквозных вертикальных щелей, выполняющих роль сопел.
На рисунке 4 изображено устройство для непрерывного литья круглых слитков, где: 1 - корпус кристаллизатора, 2 - сопла, 3 - жидкий металл, 4 - зона кольцевого поля охлаждающего газа, 5 - рабочая втулка, 6 - подшипник, 7 - шкив, 8 - спрейер, 9 - слиток, 10 - вытягивающее устройство, 11 - патрубок подачи жидкого газа, 12 - газовая рубашка кристаллизатора, 13 - заливочное устройство.
Устройство работает следующим образом.
Вводится затравка (не показана) в рабочую втулку 5. Включается подача сжатого газа через патрубок 11 в газовую рубашку 12 кристаллизатора и привод вращения рабочей втулки 5 кристаллизатора через шкив 7. Сжатый газ из газовой рубашки 12 через сопла 2 под напором выходит во внутреннюю полость рабочей втулки 5, образуя кольцевое поле напора газа 4. Затем открывается подача расплава на затравку из заливочного устройства 13. По достижении уровня металла необходимой высоты в зоне напора газа 4 рабочей втулки 5, приводится в действие вытягивающий механизм 10 и открывается подача воды в спрейер 8. Непрерывно поступающий расплав попадает в кольцевое поле напора газа 4 и удерживается этим полем в форме цилиндра, одновременно охлаждаясь потоком этого газа. По мере опускания расплава, зарождается и увеличивается корочка кристаллизующегося металла. На выходе из кристаллизатора поверхность формирующегося слитка 9 подвергается прямому охлаждению жидкостью из кольцевого спрейера 8. В процессе литья поддерживается постоянный уровень металла в кристаллизаторе заливочным устройством 13.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВЕРТИКАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2655407C1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ ИЗ МЕДИ И ЕЕ СПЛАВОВ | 1999 |
|
RU2179494C2 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1990 |
|
RU2020035C1 |
| Способ непрерывного литья слитка и плавильно-литейная установка для его осуществления | 2020 |
|
RU2745520C1 |
| СПОСОБ ОХЛАЖДЕНИЯ И УПРОЧНЕНИЯ ГРАФИТОВОГО ДОРНА ПРИ НЕПРЕРЫВНОМ ЛИТЬЕ ПОЛЫХ МЕТАЛЛИЧЕСКИХ ЗАГОТОВОК ЧЕРЕЗ ГОРИЗОНТАЛЬНЫЙ КРИСТАЛЛИЗАТОР | 2005 |
|
RU2300440C2 |
| УСТРОЙСТВО ДЛЯ АДДИТИВНОЙ ТЕХНОЛОГИИ ИЗГОТОВЛЕНИЯ С МАТРИЧНЫМ РАСПЫЛЕНИЕМ И СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ СЛИТКОВ ИЗ АЛЮМИНИЕВОГО СПЛАВА С РАВНООСНЫМ КРИСТАЛЛИЧЕСКИМ ЗЕРНОМ | 2018 |
|
RU2768633C1 |
| Способ непрерывного литья слитков | 1978 |
|
SU806236A1 |
| МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ | 1997 |
|
RU2162767C2 |
| СПОСОБ НЕПРЕРЫВНОГО ГОРИЗОНТАЛЬНОГО ЛИТЬЯ, УСТАНОВКА ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА, МНОГОРУЧЬЕВОЙ КРИСТАЛЛИЗАТОР, ТЯНУЩЕЕ УСТРОЙСТВО И МОТАЛКА ДЛЯ СМАТЫВАНИЯ СЛИТКА В БУНТЫ ДЛЯ ЭТОЙ УСТАНОВКИ | 1993 |
|
RU2027541C1 |
| КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СЛИТКОВ | 1999 |
|
RU2152287C1 |
Изобретение относится к металлургии и может быть использовано при непрерывном литье слитков на установках вертикального типа. Устройство содержит кристаллизатор с газовой рубашкой охлаждения и рабочей втулкой с газовыми соплами, соединенными с газовой рубашкой. Газовые сопла расположены рядами вдоль оси втулки в шахматном порядке так, что площади их выходных поперечных сечений частично перекрыты в горизонтальных плоскостях. Охлаждающий газ подают на боковую поверхность формирующегося слитка в виде кольцевого поля под давлением, превышающим давление металла. Кольцевое поле охлаждающего газа формируют при вращении рабочей втулки с соплами. Обеспечивается увеличение скорости литья. 2 н.п. ф-лы, 4 ил.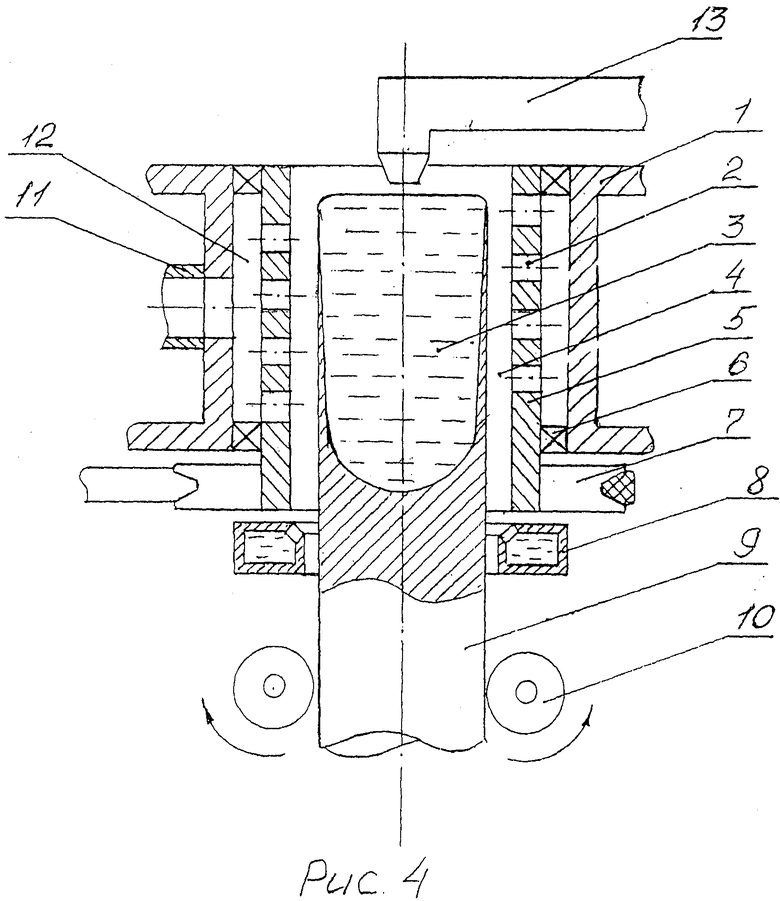
1. Способ непрерывного литья круглых слитков, включающий удержание расплава в заданных контурах отливки, принудительное охлаждение металла путем подачи охлаждающей среды на боковую поверхность формирующегося слитка, сохранение слоя жидкого металла над закристаллизовавшейся частью круглого слитка, отличающийся тем, что удержание жидкого металла в заданных контурах отливки и его охлаждение осуществляют кольцевым полем охлаждающего газа, создаваемым путем подачи охлаждающего газа через сопла, выполненные во вращающейся вокруг вертикальной оси рабочей втулке кристаллизатора, под давлением, превышающим давление металла, а после выхода слитка из кристаллизатора осуществляют его прямое охлаждение жидкостью.
2. Устройство для непрерывного литья круглых слитков, содержащее кристаллизатор с газовой рубашкой охлаждения и рабочей втулкой и механизм вытягивания круглого слитка, отличающееся тем, что в рабочей втулке выполнены газовые сопла, соединенные с газовой рубашкой охлаждения кристаллизатора и расположенные рядами вдоль оси втулки в шахматном порядке, при этом площади выходных поперечных сечений сопел частично перекрыты в горизонтальных плоскостях, а рабочая втулка установлена в неподвижном корпусе кристаллизатора на подшипниках с возможностью вращения вокруг вертикальной оси с помощью привода, при этом устройство снабжено кольцевым спрейером для прямого охлаждения слитка.
| Способ полунепрерывной разливки металлов | 1974 |
|
SU499034A1 |
| Устройство для непрерывного или полунепрерывного литья металлических заготовок | 1989 |
|
SU1836182A3 |
| Способ получения двухслойной трубы и устройство для его осуществления | 1980 |
|
SU908488A1 |
| US 7143810 B1, 05.12.2006 | |||

