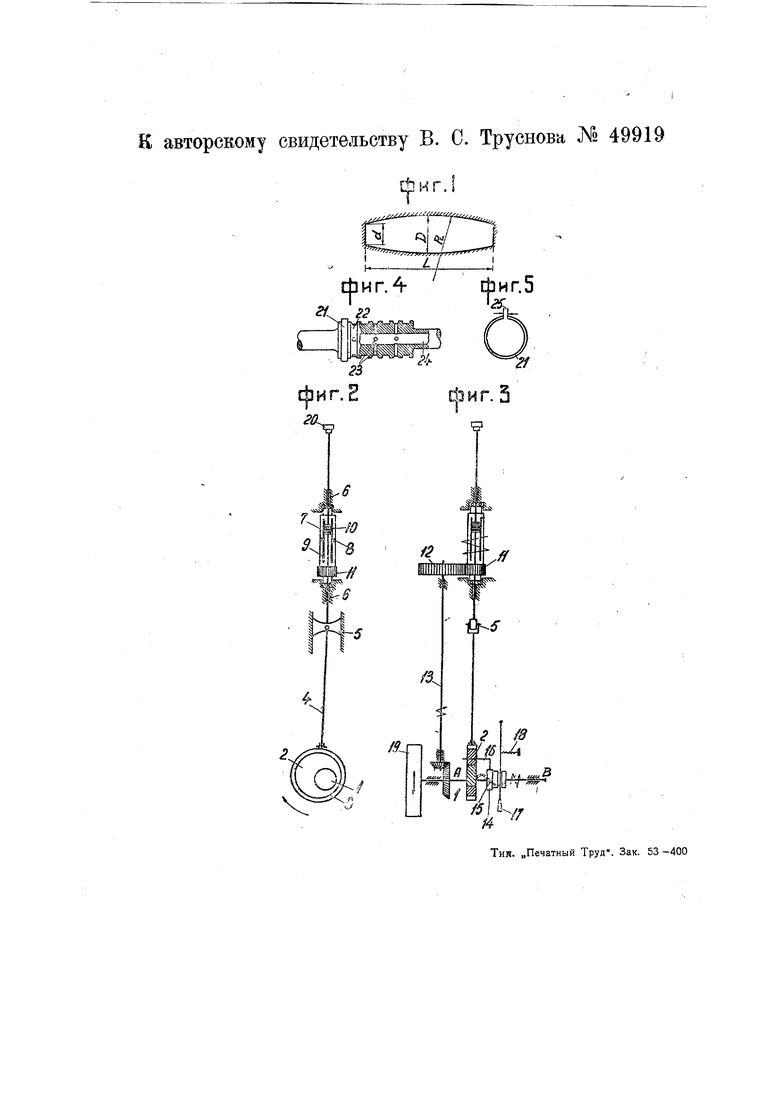
Шлифовка внутренней поверхности трубок, образующая которой представляет собою дугу большого радиуса, на практике является довольно редким случаем. Как пример такого случая можно указать на трубки уровней (ватерпасов), которые имеют на длине образующей L (фиг. 1), измеряемой по оси трубки и равной 150 - 200 мм, разницу диаметров D к d на концах и в средине, измеряемую несколькими (4-5) микронами.
Шлифовка таких отверстий при чрезвычайно малых допусках очень трудна./
Настоящее изобретение пытается разрещить простым образом эту проблему, ставшую актуальной на существующем этапе развития нашей техники.
Основным принципом предлагаемого способа является комбинация переменной скорости щлифующего инструмента и переленного хода его вдоль оси трубки. Первое осуществляется с помощью кривошипной передачи и полностью подчиняется ее законам.
Это условие, хотя и играющее несколько меньшую роль fto сравнению со вторым, введено на основании наблюдения над работой поршневых машин двойного действия (например, паровые машины двойного действия), показавшего, что выработка средней части цилиндров машины после продолжительной их работы значительно больше выработки около мертвых точек. Практиками это объясняется ббльшей скоростью поршня в средине его хода по сравнению с его скоростями по мере приближения к мертвым точкам.
Таким образом, вводя закон кривошипной передачи, мы даем процессу в целом предрасположение к неравномерной профилировке трубки, т. е. ббльшему снятию материала в средине с постепенным уменьшением снятия материала к концам ее. Благодаря этому в значительной степени должна сократиться общая продолжительность процесса обработки.
Переменный ход шлифующего приспособления необходим для получения возможности ббльшей прошлифовки отдельных участков трубки, чем достигается и ббльшее снятие материала на этих участках.
Указанный переменный ход шлифующего приспособления осуществляется изменением эксцентриситета передачи.
Шлифовка отверстия, имеющего образующую в виде одной дуги большого радиуса, производится непрерывным возвратно - поступательным движением шлифующего инструмента, причем последнему первоначально дается наибольшая величина хода, постепенно уменьшающаяся в процессе обработки трубки.
Кроме изложенного, для получения большей равномерности обработки трубки последней сообщается непрерывное вращательное движение.i
Схема станка для осуществления этого процесса представлена на фиг. 2 и 3.
Здесь /-эксцентрик, неподвижно посаженный на основном валу или, в виду малости всего механизма и незначительности усилий в нем, выточенный непосредственно вместе Q валом; 2-подвижный эксцентрик, насаженный на эксцентрик 7. Поворачивая эксцентрик 2 на эксцентрике /, получаем переменный эксцентриситет, который может колебаться от нуля до некоторого максимума, соответствующего наибольшей длине обрабатываемых трубок. На эксцентрике 2 надет хомут 3 с шатуном 4. Перемещение эксцентрика 2 относительно эксцентрика 7 осуществляется на ходу с помощью следующего устройства. На основном валу имеется половина витка крупной ленточной резьбы 75 с весьма большим шагом. По этой резьбе 75 движется гайка 14, имеющая соответствующую резьбе 75 выточку. Движение гайки l4 осуществляется на ходу с помощью рычага 77, скользящего по кольцевой выточке гайки. Гайка 14 при продвигании по оси вала поворачивается и тягой 16, проходящей через прорезь е эксцентрике 2, поворачивает его на эксцентрике 7. Таким образом каждому положению рычага 17 соответствует определенное положение эксцентрика 2. Пружина 18 оттягивает рычаг в одну -сторону, в крайнее положение, соответствующее эксцентриситету, равному нулю, ,и, следовательно, неподвижному положению шлифующего инструмента при вращающемся основном вале станка.
Шатун 4 в крейцкопфе 5 сочленен со штоком, несущим шлифующий инструмент 10. Шток движется в направляющих 6. Для крейцкопфа также имеются :вои направляющие.
Обр5абатываемая трубка 9 закрепляется в патроне 7 в средней своей части деталями 8. Патрон 7 снабжен мертво сидящей на нем шестерней 77 и вместе с ней приводится во вращение от основного вала станка через пару конических шестерен, передаточный вал 13 и шестерню 72.
Схема устройства шлифующего инструмента указана на фип 4. Он снабжен несколькими пружинящими кольцами 2/ (фиг. 5), закладываемыми в соответствующие пазы.
Между кольцами имеются проточки 22, сообщающиеся отверстиями 25 с внутренней полой частью инструмента и щтока 24, Эта полость посредством канала, имеющегося внутри штока, соединяется со штауферной масленкой или с подобным ей прессовым смазочным приспособлением 20 (фиг. 2). Масленка штауфера, весь канал штока и полость поршня заполняются тавотом или какимлибо несколько более жидким смазочным веществом, хорощо перемешанным с наждаком или другим шлифующим порошком (карборунд, алунд и т. п.). Эта шлифующая паста выдавливается масленкой в проточки 22 поршня. Обрабатываемая трубка во время обработки должна охлаждаться струей холодной воды.
Пружинящее поршневое кольцо изготовляется с прорезом 25, за счет которого и получает возможность упругого расширения по диаметру трубки. Поверхность кольца, соприкасающаяся с трубкой, должна быть цементирована. На поршне должны иметься стопорные устройства, предотвращающие вращение колец в канавках.
Необходимо особо отметить целесообразность самоцентрирования колец шлифовального инструмента относительно обрабатываемой трубки. Поскольку между кольцом и дном кольцевой проточки в теле инструмента устраивается некоторый зазор, кольцо имеет возможность несколько смещать свой центр относительно оси штока. Это смещение естественно будет само по себе происходить под взаимодействием кольца и трубки.
Таким образом, шлифующий инструмент обладает свойством самоцентрирования, что значительно облегчает задачу установки обрабатываемой трубки на станке, сведя эту операцию к работе обычного типа, без требований какойлибо особой точности и исключительной тщательности.
Шлифовальный инструмент должен быть сменным, так как после некоторого промежутка работы естественно
будет необходима его промывка в виду того, что и при наибольшей допустимой плотности колец в канавках (в торцевых частях колец) шлифующая паста, возможно, все же будет забиваться под кольца, что связано с ухудшением условий работы шлифующего инструмента. Для облегчения промывки и сборки инструмента конструкцию его лучше будет сделать наборной.
Для того, чтобы иметь возможность обрабатывать трубку с одного конца или по образующей более сложной чем одна дуга, конструкция станка может быть выполнена так, что патрон, удерживающий трубку, передвигается по направляющим на станине станка, параллельным оси штока шлифовального инструмента. Ма фиг. 2 и 3 это устройство не показано, так как является таким дополнением конструкции, которое не во всех случаях такого рода работ необходимо.
В случаях, когда можно ожидать неодинаковой твердости материала трубки по всей ее длине, такое : устройство также может быть желательным.
При желании объединить в станке функции шлифовального станка и расточного сравнительно нетрудно. Для этого потребуется разделить основной вал на две части, включив в месте его разъединения А (между конической шестерней, и эксцентриком) муфту, а также добавить соответствующее число подшипников. Кроме того, потребуется устройство маховичка /Р на основном валу, несущем эксцентрик для проворачивания вручную части вала, несущей эксцентрики. Шлифовальный инструмент должен быть заменен растачивающим инструментом.
Работа станка в качестве расточного будет происходить следующим образом. При разъединенном с помощью муфты основном валу патрон с трубкой будет вращаться, шток же, несущий растачивающий инструмент, будет подаваться вручную маховичком, насаженным на часть вала, несущую эксцентрики. Включением муфты и постановкой шлифующего инструмента на штоке станок вновь будет обращен в шлифовальный.
В случае желания увеличить производительность станка таковой может быть выполнен с несколькими штоками, приводимыми в действие от одной пары эксцентриков.
Предмет изобретения.
1.Способ получения путем шлифования отверстий меньшего диаметра по краям, чем посредине, отличающийся тем, что шлифовальный инструмент совершает по оси отверстия возвратнопоступательные движения, скорость которых у краев отверстия меньше, чем у средины, и величина которых постепенно уменьшается от средины отверстия к краям.
2.При осуществлении способа по п. 1 применение шлифовального инструмента с пружинящими наружу и самоустанавливающимися по оси отверстия рабочими частями.
3.Станок для осуществления способа по п. 1с применением кривошипного привода для инструмента, отличающиЁся тем, что эксцентриситет этого кривошипного привода может быть изменяек в процессе работы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Бесшатунный механизм поршневой машины | 2021 |
|
RU2781324C1 |
| БЕСКРИВОШИПНЫЙ ДВУХТАКТНЫЙ ДИЗЕЛЬ | 1997 |
|
RU2128774C1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК ДЛЯ ОДНОВРЕМЕННОЙ ПРИТИРКИ КЛАПАНОВ И ПОРШНЕВЫХ КОЛЕЦ | 1928 |
|
SU18115A1 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА, ПРИМЕНЕНИЕ ТОКАРНОЙ ОБРАБОТКИ КОЛЕНЧАТОГО ВАЛА И ТОКАРНЫЙ СТАНОК | 2012 |
|
RU2627828C2 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2016 |
|
RU2682460C2 |
| БЕСКРИВОШИПНЫЙ ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 1996 |
|
RU2115810C1 |
| СТАНОК ДЛЯ ШЛИФОВАНИЯ ПРОВОЛОКИ ПРИ ЕЕ ПЕРЕМАТЫВАНИИ С ОДНОГО БУНТА НА ДРУГОЙ | 1939 |
|
SU63489A1 |
| ДВИГАТЕЛЬ ВНУТРЕННЕГО СГОРАНИЯ | 2022 |
|
RU2786863C1 |
| УСТРОЙСТВО ДЛЯ ВЫКЛЮЧЕНИЯ ДВИЖУЩЕГО МЕХАНИЗМА ПАРОВОЗНОЙ МАШИНЫ ПРИ ЕЗДЕ ПАРОВОЗА БЕЗ ПАРА | 1934 |
|
SU45941A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |