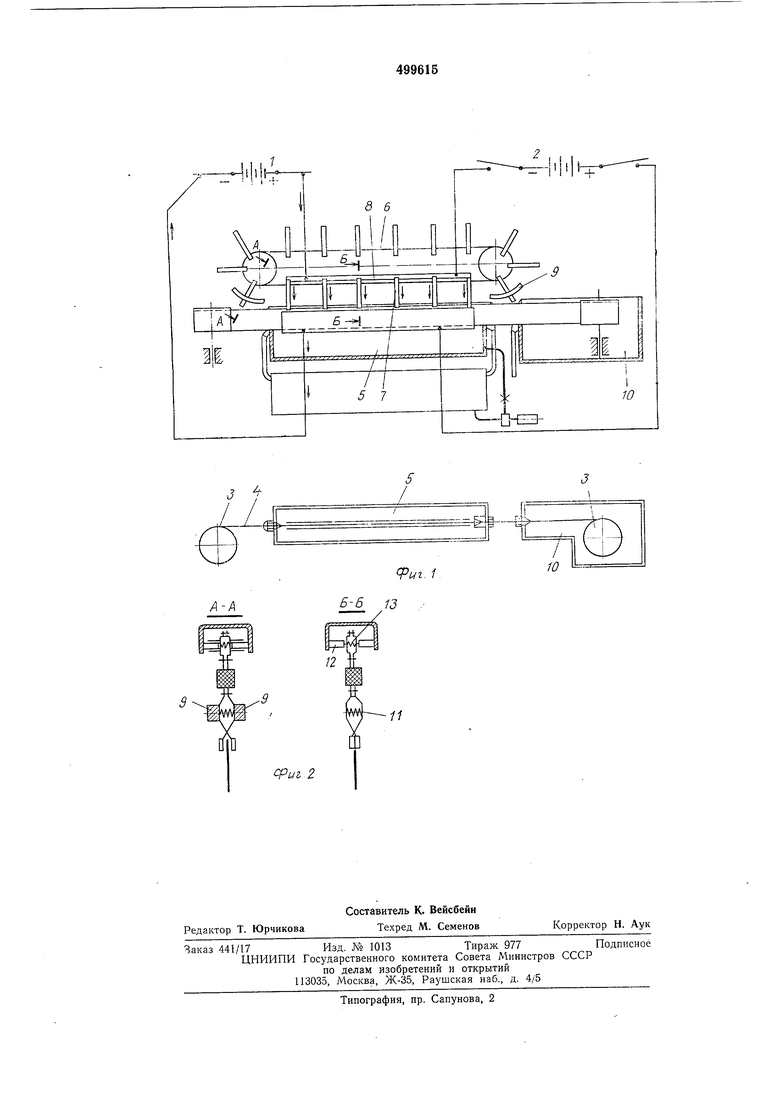
крывающими вертикальные щели на входе и выходе ванны, цепной транспортер 6, снабженный зажимными токоподводящими контактами 7, токораснределительной шиной 8 и кулачками 9, и ванну 10 отмывки отформированной ленты. Зажимные токоподводящие контакты снабжены в нижней части витыми пружинами 11, а в верхней токосъемными графитовыми щетками 12 и витой пружиной 13, размещенной между щетками.
Устройство работает следующим образом.
Электродная лента 4 сматывается с бобины 3 и цепным транспортером 6 подается в ванну 5 для формирования. При этом токоподводящие контакты 7 поочередно на входе в ванну захватывают ленту, продвигают ее и подвешивают между холостыми электродами. Лента 5-10 мин пропитывается электролитом, после чего на нее от источника 1 поступает ток заряда через щину 8, щетки 12 и зажимные контакты. По окончании заряда источник 1 отключают и к ленте аналогично подключают источник 2 разрядного тока. Затем цикл повторяют.
Токоподводящие контакты по выходе из ванны 5 разжимаются кулачками 9, установленными после ванны, и освобождают отформированный участок ленты, который за счет усилия наматывающей бобины продвигается в ванну 10 отмывки и наматывается на бобину 3.
Таким образом, в предлагаемом устройстве процесс формирования вертикально расположенной электродной ленты осуществляется при периодической подаче ее между холостыми электродами. Токоподвод осуществляют через кромку ленты, расположенную надуровнем электролита, с помощью контактных элементов.
Все операции описанного технологического процесса производят автоматически от распределительного кулачкового вала.
Формула изобретения
Устройство формирования ленточных металлокерамических электродов для щелочных аккумуляторов, содержащее формировочную ванну с холостыми электродами, бобины, узел перемотки ленты и источник тока, отличающееся тем, что, с целью повышения производительности, оно снабжено цепным транспортером с зажимными токоподводящими контактами и кулачками, установленными на входе и выходе ванны, торцовые стенки которой выполнены с вертикальными щелями с уплотнителями, и вторым источником тока, причем
оба источника тока подключены к холостому электроду и токораспределительной щине.
2. Устройство по п. 1, отличающееся тем, что, с целью увеличения его надежности в работе, зажимные токоподводящие контакты
снабжены в нижней части витыми пружинами, а в верхней токосъемными графитовыми щетками и витой пружиной, установленной между щетками.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования металлокерамических электродов щелочного аккумулятора | 1971 |
|
SU584681A1 |
| Электроконтактная установка для термообработки болтов | 1976 |
|
SU655732A1 |
| Агрегат непрерывного свинцевания ленты | 1977 |
|
SU771183A1 |
| Способ формирования металлокерамических электродов щелочного аккумулятора | 1974 |
|
SU584682A1 |
| Способ формирования металлокерамических электродов щелочного аккумулятора | 1981 |
|
SU1005621A2 |
| Способ изготовления безламельных электродов щелочных аккумуляторов | 1961 |
|
SU143067A1 |
| Установка для изготовления пористой металлической фольги электролизом | 1976 |
|
SU572538A1 |
| Токосъемное устройство | 1983 |
|
SU1116483A1 |
| БИПОЛЯРНЫЙ ЭЛЕКТРОЛИЗЕР ДЛЯ ОСАЖДЕНИЯ МЕТАЛЛОГ5 | 1973 |
|
SU382743A1 |
| СПОСОБ ПИРОЛИТИЧЕСКОГО УПЛОТНЕНИЯ ЛЕНТ ИЗ ГРАФИТОВОЙ ФОЛЬГИ | 2006 |
|
RU2315710C2 |
Г| n, j / p Л
.. .
3 f
3
-€:
10
, /
A-l
cpuiZ
