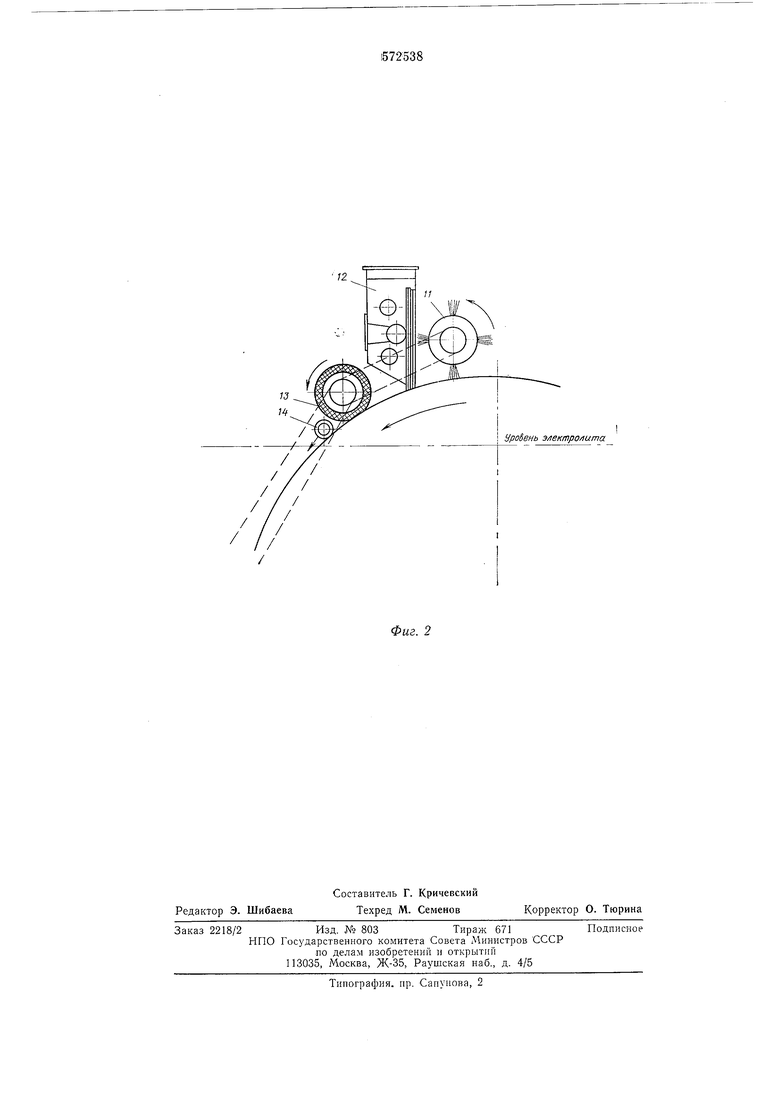
4 содержит вращающуюся щетку 11 для очистки рабочей поверхности катодного барабана от мелких частиц осаждаемого металла и дендритов, бункер-дозатор 12 для изолирующей смазки и подачи ее па рабочую поверхность катодного барабана 3, вращающийся нористый валик 13 для подачи изолирующей смазки в углубления - поры и ее разравнивания тонким слоем но рабочей поверхности катодного барабана 3 и устройство 14 пневмосдува для очистки зеркала электролита ванны от пленкп изолирующей смазки и механических примесей в зоне входа катодного барабана 3 в электролит.
Установка работает следующим образом.
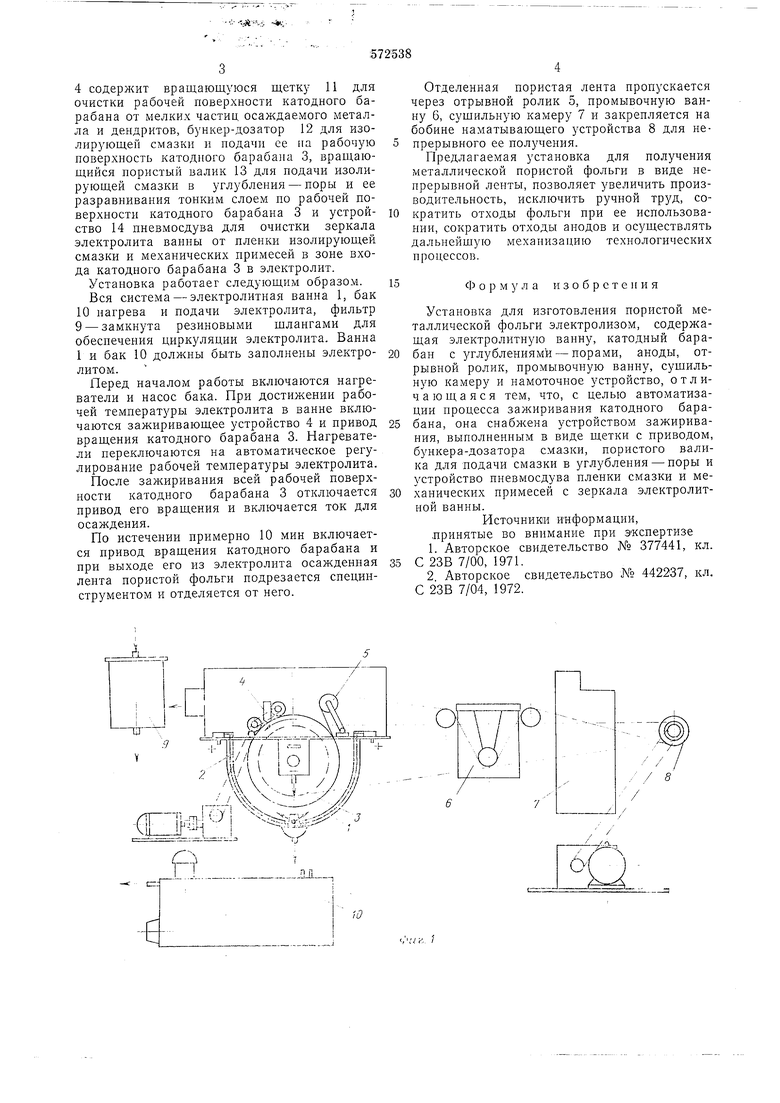
Вся система - электролитная ванна 1, бак 10 нагрева и подачи электролита, фильтр 9 - замкнута резиновыми щлангами для обеспечения циркуляции электролита. Ванна 1 и бак 10 должны быть заполнены электролитом.
Перед началом работы включаются нагреватели и насос бака. При достижении рабочей температуры электролита в ванне включаются зажиривающее устройство 4 и привод вращения катодного барабана 3. Пагреватели переключаются на автоматическое регулирование рабочей температуры электролита.
После зажиривапия всей рабочей поверхности катодного барабана 3 отключается привод его вращения и включается ток для осаждения.
По истечении примерно 10 мин включается привод вращения катодного барабана и при выходе его из электролита осажденная лента пористой фольги подрезается специнструментом и отделяется от него.
572538
Отделенная пористая лента пропускается через отрывной ролик 5, промывочную ванну 6, сушильную камеру 7 и закрепляется на бобине наматывающего устройства 8 для непрерывного ее получения.
Предлагаемая установка для получения металлической пористой фольги в виде непрерывной ленты, позволяет увеличить производительность, исключить ручной труд, сократить отходы фольги при ее использовании, сократить отходы анодов и осуществлять дальнейшую механизацию технологических процессов.
Ф о р м у л а изобретен и я
Установка для изготовления пористой металлической фольги электролизом, содержащая электролитную ванну, катодный барабан с углублениями - лорами, аноды, отрывной ролик, промывочную ванну, сушильную камеру и намоточное устройство, отличающаяся тем, что, с целью автоматизации процесса зажиривания катодного барабана, она снабжена устройством зажиривания, выполненным в виде щетки с приводом, бункера-дозатора смазки, пористого валика для подачи смазки в углубления - поры и устройство пневмосдува пленки смазки и механических примесей с зеркала электролитной ванны.
Источники информации,
.принятые во внимание при экспертизе
1. Авторское свидетельство № 377441, кл. С 23В 7/00, 1971.
2 Авторское свидетельство N° 442237, кл. С 23В 7/04, 1972.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для обработки ленточного проката | 1981 |
|
SU981466A1 |
| Агрегат непрерывного свинцевания ленты | 1977 |
|
SU771183A1 |
| Установка для изготовления металлической фольги электролитическим способом | 1971 |
|
SU515837A1 |
| Агрегат для непрерывного производства порошковой проволоки волочением | 1977 |
|
SU855089A1 |
| Агрегат для электрохимической очистки проволоки | 1982 |
|
SU1093025A1 |
| Агрегат для непрерывной обработки плоского проката | 1978 |
|
SU749123A1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА СЛОИСТЫХ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2158665C1 |
| СПОСОБ УДАЛЕНИЯ ОКАЛИНЫ С ПОВЕРХНОСТИ ПЛОСКОГО ПРОКАТА В ЭЛЕКТРОЛИТЕ | 2014 |
|
RU2581957C1 |
| Устройство для локального гальванопокрытия | 1988 |
|
SU1507876A2 |
| Аппарат для автоматического получения фотографических снимков | 1939 |
|
SU58414A1 |
-щ у -xN. ,, .
li-niJ vj I-C-5i V -;;
tlUj- -4:;. ,
Г IV --/
/2
I Уровень э/1ектро/ ита
