(54) СПОСОБ ТОНКОГО РАСТАЧИВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ механической обработки глубокого отверстия в трубной заготовке | 2019 |
|
RU2702214C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2563401C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Станок для обработки внутренних фасонных поверхностей | 1980 |
|
SU1024175A1 |
| Способ комбинированной обработки | 1991 |
|
SU1810278A1 |
| Магнитострикционный способ растачивания отверстий на многоцелевых станках | 1986 |
|
SU1404187A1 |
| СПОСОБ ГЛУБОКОГО РАСТАЧИВАНИЯ ПРЕЦИЗИОННЫХ ЦИЛИНДРОВ | 1992 |
|
RU2008126C1 |
- .,,. .1 , .;
.Изобретение относится к обработке металлов резанием я может быть использова tjo при обработке деталей на станках, преЙмуШестЬенно алмазно расточнь1Х,
5Известен способ тонкого растачнвания :отверстий делением глубины рззанйя между Йвумя одновременно работающими резцами
j(чистовым и калибрующим), развернуть1ми под углом и смещенными относительно друг йруга виОЛЬ оси борштанги на величину ногрядка О,2-О,3 мм.
; Предлагаемый способ отличается от из- ftecTHOPo тей, что создают упругий прогиб
борштангл посредством установки калибруто щего резца относительно чистового под углом of , при котором направление равноДействукнцей усилий резания Р и резца ., параллельно и направлено
6противоположную сторону относительно радиальной составлягошей калибрующего резна. , / . ; . ..
Угол Cf рассчитывают по формуле:
Г V
Of 90 + arcig р-
Упругий прогиб боршта1 ги исключает
повреждение обработаннрй поверхности реэ4 цом прг выводе борштанги из обработанное, го отверстия
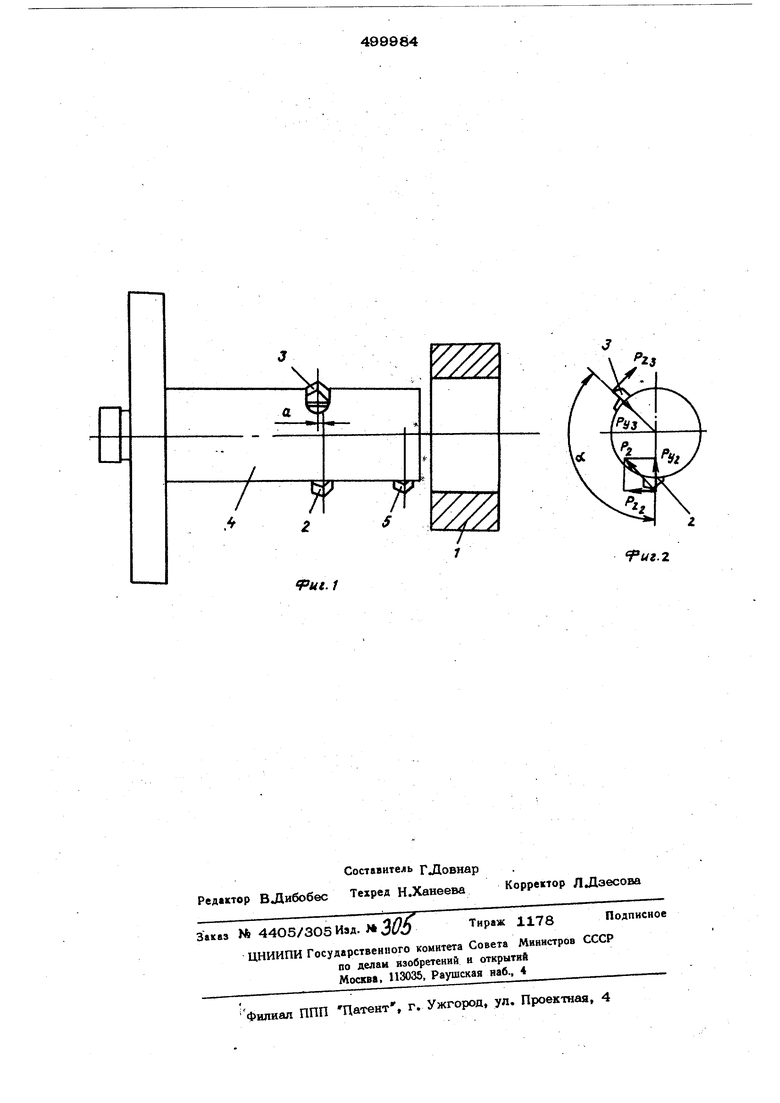
На фиг, 1 дана схема обработки отвер стия при растачивании; на фиг, 2 - схема усилий резания.
Отверстие детг ли 1, установленной в |приспссобпвние станка, растачиваксг бдноврэ 1менно чистовым 2 и калибруюшим 3 резцами, установленными в .,борштангв 4 со смешением один относительно другого вдоль ее оси на величину а порядка 0,2-О,3 мм..
. Угол Of между резцами 2 и 3 выбирают таким, чтобы равнодёйству19Щая усилий Р у и Р rr,j резц- 2 бЬЬпа направлена
.в сторону резца 3. Этот угол рассчитывав,, ют по формуле,
pj,2 0( 90° i 22
где величины составляющих усилий резания -Р и Р„ определяют экспериментально или расчетом.
fui. 1
