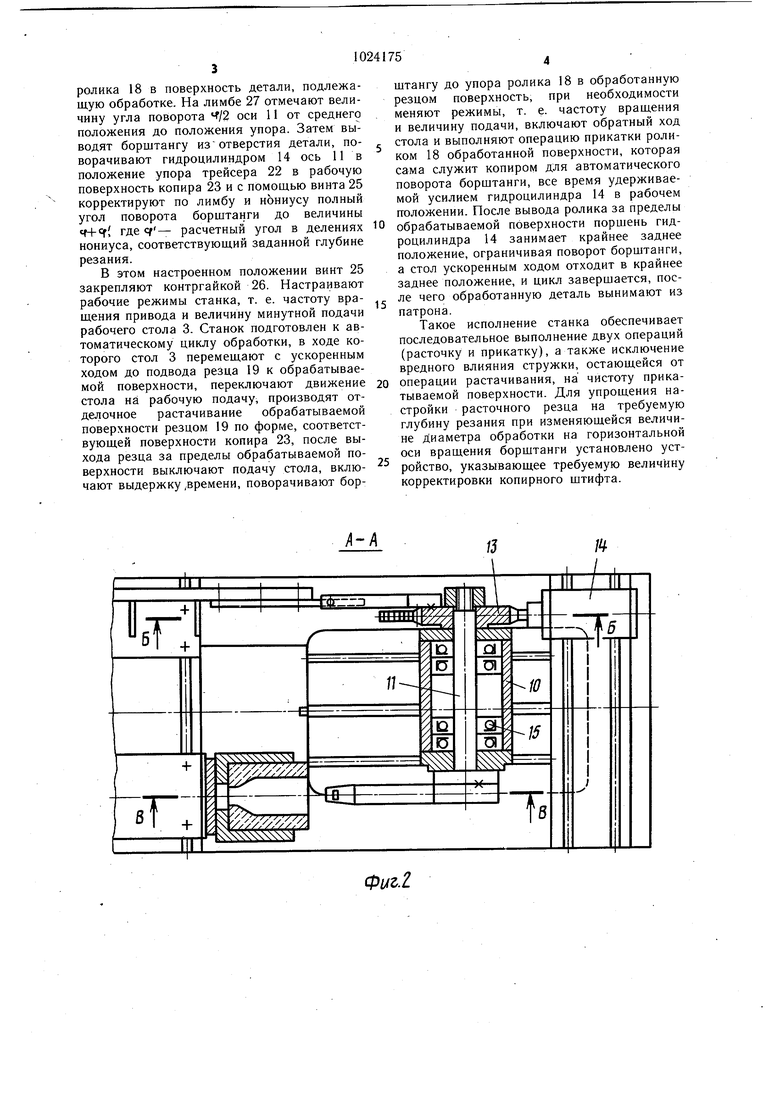
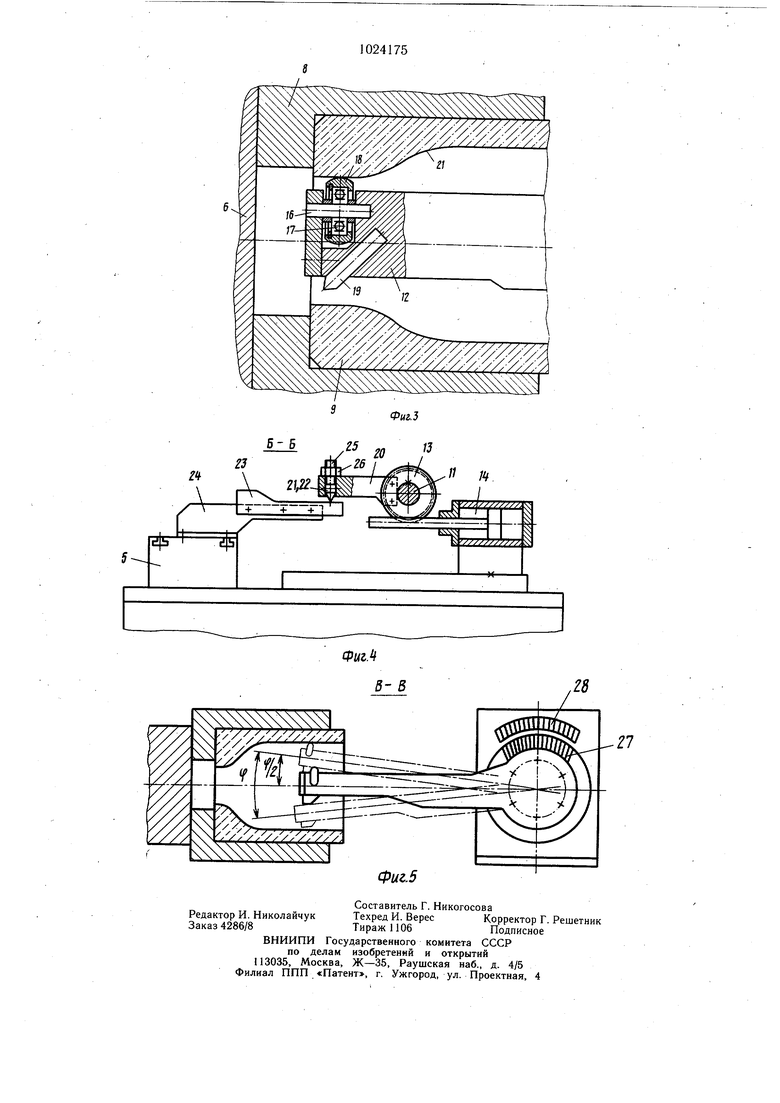
Изобретение относится к обработке металлов и может быть использовано при обработке внутренней поверхности полых металлических деталей - тел вращения фасонной конфигурации, в частности стеклоформ для изготовления стеклянной тары, например бутылок. Известен алмазно-расточной станок для фасонной обработки, содержащий станину, на направляющих которой размещен рабочий стол, несущий приспособление с борщтангой, привод перемещения стола, включающий гидроцилиндр, и размещенный на станине мостик со щпиндельным узлом для закрепления обрабатываемого изделия. Стеклоформа устанавливается в щпинделе станка с гидрокопировальным устройством. Затем производят предварительную обдирку с последующей чистовой токарной обработкой. Окончательная доводка осуществляется в специальном приспособлении при помощи притира 1. Известный станок обладает следующими недостатками: многостадийность обработки, низкая производительность, не достигается требуемая чистота поверхности и соответствующая плотность структуры формы. Целью изобретения является повыщение точности обработки и производительности труда. Указанная цель достигается тем, что станок для обработки внутренних фасонных поверхностей с применением копировальных устройств, содержащий станину, на направляющих которой размещен рабочий стол, несущий приспособление с борщтангой, привод перемещения стола, включающий гидроцилиндр, и размещенный на станине моетик со щпиндельным узлом для закрепления обрабатываемого изделия, снабжен приводом качательного движения борштанги в вертикальной плоскости, выполненным в виде расположенной в приспособлении с возможностью поворота оси, на одном конце которой закреплены щуп копировального устройства и зубчатое колесо, связанное с выполненной на штоке гидроцилиндра рейкой, а на другом конце жестко закреплена борщтанга. При этом борщтанга снабжена прикатным роликом, размещенным в одной вертикальной плоскости с резцом. Станок также снабжен устройством корректирования углового положения борщтанги, размещенным на оси качательного движения борщтанги. На фиг. 1 изображен станок, общий вид; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - часть станка с введенной в обрабатываемое отверстие борщтангой; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 - разрез В-В на фиг. 2 (с борштангой в положении настройки глубины резания). Станок содержит станину 1 с закрепленным на ней гидроцилиндром 2, сопряженным с рабочим столом 3, установленным с возможностью перемещения по направляющим станины 1 до упора 4 и обратно в исходное положение. Слева на станине 1 установлен мостик 5, на котором закреплен щпиндельный узел 6 с гидроцилиндром 7 привода патрона 8, в котором может быть установлена и зажата обрабатываемая деталь 9. На рабочем столе 3 укреплено приспособление 10, на одном конце горизонтально расположенной оси 11 которого установлена борщтанга 12, а на другом конце - зубчатое колесо 13, сопряженное с зубчатой рейкой, нарезанной на щтоке порщня гидроцилиндра 14. Горизонтальная ось 11 смонтирована в радиально-упорных подщипниках 15, установленных с предварительным натягом в корпусе приспособления 10. На конце борщтанги 12 установлена ось 16, на которой в подщипнике 17 установлен ролик18 с наружной сферической поверхностью, а с противоположной стороны укреплен расточной резец 19, вершина которого в данной точке находится на некотором расстоянии от поверхности подлежащей обработке детали 9, установленной в патроне 8 щпиндельного узла 6. Узел копирования состоит из рычага 20, установленного на конце оси 11, на конце рычага 20 размещен стержень 21 с закрепленным на нем трейсером 22, упирающимся в рабочую поверхность копира 23, закрепленного на кронщтейне 24, установленном на мостике 5. Регулировочный винт 25 и контргайка 26 служат для настройки величины угла ср поворота рычага 20, а следовательно, и оси 11 с закрепленной на ней борщтангой 12, при упоре ролика 18 в поверхность детали, подлежащую обработке, до положения, соответствующего упору трейсера 22 в поверхность копира 23 для того же продольного положения борщтанги 12, при котором резец 19 внедрится в обработанную поверхность с заданной глубиной резания. Для настройки этого угла служит установленный на оси 11 лимб 27 с угловыми делениями и сопряженный с ним нониус 28, неподвижно установленный на корпусе приспособления рядом с лимбом 27. Станок работает следующим образом. В патрон 8 устанавливают подлежащую обработке деталь 9, закрепляют ее. С помощью гидроцилиндра 14 устанавливают борщтангу 12 в отмеченное на лимбе 27 среднее угловое положение и перемещение.м рабочего стола вводят борштангу 12 в отверстие обрабатываемой детали до положения, определяемого указателем условного положения рабочего стола (не показан). В этом положении с помощью гидроцилиндра 14 поворачивают борштангу до упора
ролика 18 в поверхность детали, подлежащую обработке. На лимбе 27 отмечают величину угла поворота оси 11 от среднего положения до положения упора. Затем выводят борштангу ИЗотверстия детали, поворачивают гидроцилиндром 14 ось 11 в положение упора трейсера 22 в рабочую поверхность копира 23 и с помощью винта 25 корректируют по лимбу и нониусу полный угол поворота борщтанги до величины «H-«f( где cf расчетный угол в делениях нониуса, соответствующий заданной глубине резания.
В этом настроенном положении винт 25 закрепляют контргайкой 26. Настраивают рабочие режимы станка, т. е. частоту вращения привода и величину минутной подачи рабочего стола 3. Станок подготовлен к автоматическому циклу обработки, в ходе которого стол 3 перемещают с ускоренным ходом до подвода резца 19 к обрабатываемой поверхности, переключают движение стола на рабочую подачу, производят отделочное растачивание обрабатываемой поверхности резцом 19 по форме, соответствующей поверхности копира 23, после выхода резца за пределы обрабатываемой поверхности выключают подачу стола, включают выдержку ..времени, поворачивают борщтангу до упора ролика 18 в обработанную резцом поверхность, при необходимости меняют режимы, т. е. частоту вращения и величину подачи, включают обратный ход
стола и выполняют операцию прикатки роликом 18 обработанной поверхности, которая сама служит копиром для автоматического поворота борщтанги, все время удерживаемой усилием гидроцилиндра 14 в рабочем положении. После вывода ролика за пределы
обрабатываемой поверхности порщень гидроцилиндра 14 занимает крайнее заднее положение, ограничивая поворот борштанги, а стол ускоренным ходом отходит в крайнее заднее положение, и цикл заверщается, после чего обработанную деталь вынимают из патрона.
Такое исполнение станка обеспечивает последовательное выполнение двух операций (расточку и прикатку), а также исключение вредного влияния стружки, остающейся от операции растачивания, на чистоту прикатываемой поверхности. Для упрощения настройки расточного резца на требуемую глубину резания при изменяющейся величине Диаметра обработки на горизонтальной оси вращения борщтанги установлено устройство, указывающее требуемую величину корректировки копирного щтифта.
| название | год | авторы | номер документа |
|---|---|---|---|
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК (• '^^*•ti^-ib/ИО. :}:КА | 1973 |
|
SU368941A1 |
| АЛМАЗНО-РАСТОЧНОЙ СТАНОК | 1973 |
|
SU374125A1 |
| Алмазно-расточной станок | 1972 |
|
SU452439A1 |
| Металлорежущий станок | 1983 |
|
SU1093423A1 |
| Способ обработки соосных отверстий и станок для его осуществления | 1984 |
|
SU1206017A1 |
| ТОНКОРАСТОЧНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ И ТОРЦОВ КОРЕННЫХ ОПОР В БЛОКАХ ДВИГАТЕЛЕЙ | 1971 |
|
SU301020A1 |
| Металлорежущий станок | 1975 |
|
SU573928A1 |
| Алмазно-расточной станок | 1982 |
|
SU1016085A1 |
| ТОКАРНО-РАСТОЧНОЙ СТАНОК|?СЕСОЮЗ[-!АЯТЕЙ1Н1-;Л:гПГ^-:;? | 1972 |
|
SU350596A1 |
| Алмазно-расточный станок | 1979 |
|
SU904911A2 |
L СТАНОК ДЛЯ ОБРАБОТКИ ВНУТРЕННИХ ФАСОННЫХ ПОВЕРХНОСТЕЙ с применением копировальных устройств, содержащий станину, на направляющих которой размещен рабочий стол, несущий приспособление с борштангой, привод перемещения стола, включающий гидроцилиндр, и размещенный на станине мостик 7б8 3 со шпиндельным узлом для закрепления обрабатываемого изделия, отличающийся тем, что, с целью повышения точности обработки и производительности, он снабжен приводом качательного движения борштанги в вертикальной плоскости, выполненным в виде расположенной в приспособлении с возможностью поворота оси, на одном конце которой закреплены щуп копировального устройства и зубчатое колесо, связанное с выполненной на штоке гидроцилиндра рейкой, а на другом конце жестко закреплена борштанга. 2.Станок по п. 1, отличающийся тем, что борщтанга снабжена прикатным роликом, размещенным в одной вертикальной плоскости с резцом. 3.Станок по п. 1, отличающийся тем, что он снабжен устройством корректировки углового положения борштанги, размещенным на оси качательного движения .борщтанги.
Фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Алмазно-расточной станок мод | |||
| Шаблон для печатания в адресопечатающих машинах | 1926 |
|
SU7359A1 |
| Рабочие чертежи, СКБАРС, 1979. | |||
