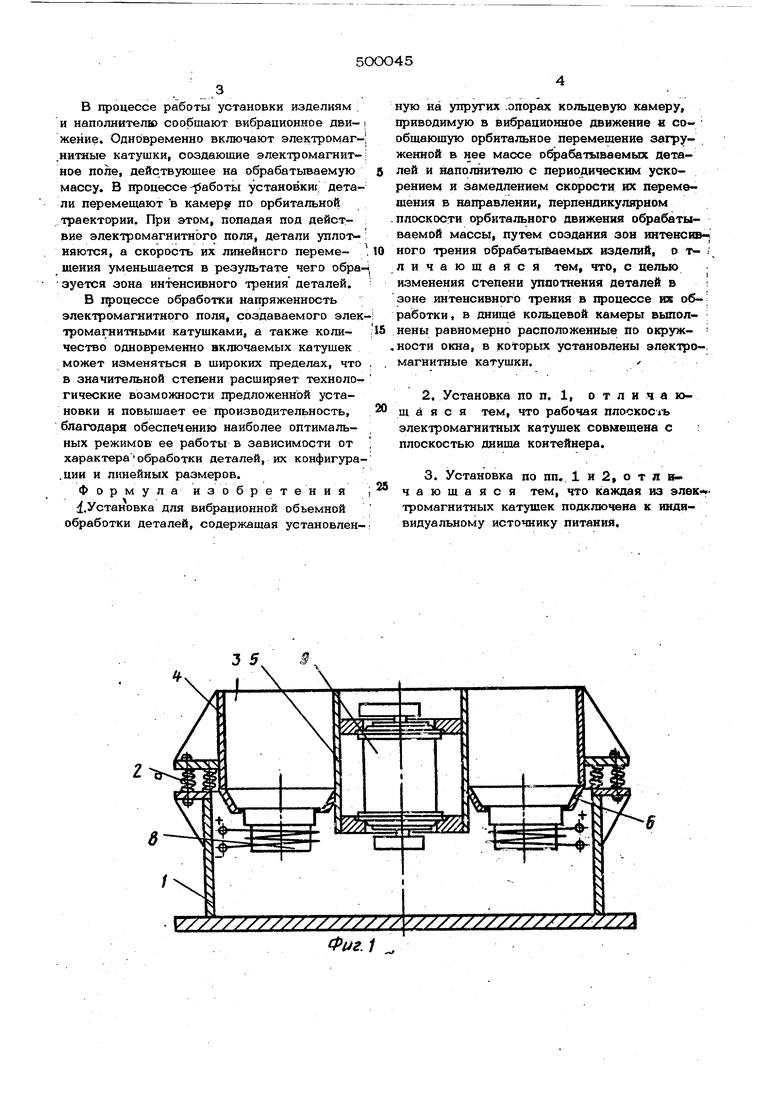
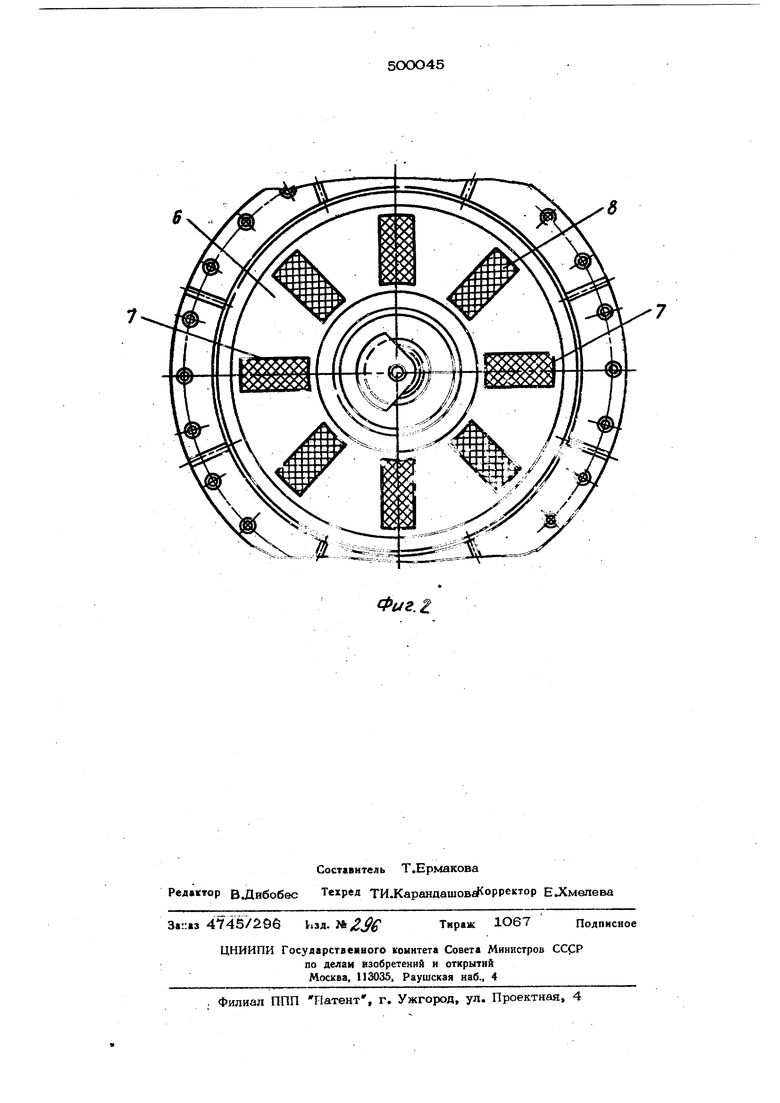
(54) УСТАНОВКА ДЛЯ ВИБРАЦИОННОЙ ОБЪЕМНОЙ ОБРАБОТКИ ДЕТАЛЕЙ В процессе работы установки изделиям и наполнителю сообщают вибрационное движение. Одновременно включают электромаг.нитные катушки, создающие электромагнитнов попе, действующее на обрабатьгеаемую массу. В процессе -работы установка детали перемещают в камер по орбитальной траектории. При этом, попадая под действие электромагнитного поля, детали уплотняются, а скорость их линейного перемешения уменьшается в результате чего o6pa эуется зона интенсивного трения деталей. В процессе обработки напряженность электромагнитного поля, создаваемого элек тромагнитными катушками, а также количество одновременно включаемых катушек может изменяться в широких пределах, что в значительной степени расширяет технологические возможности предложенной установки и повышает ее производительность, благодаря обеспечению наиболее оптимальных режимов ее работы в зависимости от характераобработки деталей, их конфигура.ции и линейных размеров. Формула изобрет е н и я .Установка для вибрационной объемной обработки деталей, содержащая установленнукэ на упругих .опорах кольцевую камеру, приводимую в вибрационное движение и со- общаюшую орбитальное перемещение загруженной в нее массе офабатываемых деталей и наполнителю с периодическим ускорением и замедлением скорости их перемещения в направлении, перпендикулярном плоскости орбитального движения обрабатываемой массы, путем создания зон интенсивного трения обрабатьшаемых изделий, о т- ; личающаяся тем, что, с целью изменения степени уппотнения деталей в зоне интенсивного трения в процессе ня обработки, в днищб кольцевой камеры выполнены равномерно расположенные по окруж- ности окна, в которых установлены электро-, магнитные катушки, 2.Установка по п. 1, отличающаяся тем, что рабочая плоскость электромагнитных катушек совмещена с : плоскостью днища контейнера. 3.Установка по пп. 1 и 2, о т л вчающаяся тем, что каждая из элек««тромагнитных катушек подключена к индивидуальному источнику питания.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для вибрационной обработки деталей | 1974 |
|
SU500043A1 |
| ЭЛЕКТРОННО-ДИНАМИЧЕСКИЙ СНАРЯД, СПОСОБ ЕГО ФОРМИРОВАНИЯ, СПОСОБЫ ЕГО РАЗГОНА И ПУШКА ДЛЯ СТРЕЛЬБЫ ЭЛЕКТРОННО-ДИНАМИЧЕСКИМИ СНАРЯДАМИ | 2004 |
|
RU2279624C2 |
| Способ индукционного нагрева плоского кольцевого ферромагнитного изделия | 1984 |
|
SU1179556A1 |
| Способ вибрационной обработки деталей | 1980 |
|
SU1009728A1 |
| Электромагнитный насос | 1978 |
|
SU727091A1 |
| Устройство для объемной полировки | 1980 |
|
SU1235702A2 |
| Способ контактной стыковой сварки оплавлением | 1987 |
|
SU1518098A1 |
| Способ снятия напряжений в изделиях | 1990 |
|
SU1786121A1 |
| Устройство для объемной полировки | 1977 |
|
SU763074A1 |
| Установка для вибрационной объемной обработки деталей | 1972 |
|
SU441135A1 |
г. /
Фиг. I
