(54) УСТРОЙСТВО ДЛЯ ОБЪЕМНОЙ ПОЛИРОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для объемной полировки | 1980 |
|
SU1235702A2 |
| Устройство для объемной полировки | 1984 |
|
SU1212767A2 |
| Устройство для объемной полировки | 1977 |
|
SU1071411A1 |
| Устройство для магнитно-абразивной обработки | 1989 |
|
SU1722790A1 |
| Устройство для магнитно-абразивной обработки | 1979 |
|
SU931414A1 |
| Устройство для магнитно-абразивной обработки | 1991 |
|
SU1816665A1 |
| Станок для обработки деталей магнито-абразивным порошком | 1977 |
|
SU776889A1 |
| Плоскополировальный магнитно- абразивный станок | 1975 |
|
SU751597A1 |
| Устройство для объемной полировки | 1978 |
|
SU1240554A2 |
| Способ магнитно-абразивной обработки | 1991 |
|
SU1816664A1 |
Изобретение относится к области машиностроения и может быть использовано в авиашюнной, автомобильной и др гих отраслях народного хозяйства при чистовой обработке поверхностей изделий в магнитном ноле с использованием в качестве режущего инструмента феррог магнитного порошка. Известно устройство для объемной полировки деталей типа тел вращения ферромагнитными порошками в магнитаом поле, создаваемом магнитной системой, наружные и внутренние полюсные наконечники которой образуют кольцевую рабочую- зону ll. Недостатком .известного устройства является то, что обработка деталей в круговой рабочей зоне, заполненной порошком одинаковой дисперсности с посто янной магнитной индукцией по всей крут вой рабочей зоне препятствует повышению производительности и достижаншо высокого качества, так как по мере рнижения шероховатости обрабатываемой поверхности необходимо понижение значения магнитной индукции и уменьшение дисперсности порошка. Целью изобретения является повышение производительности и качества объемного магнитно абразивного полирования за счет разделения круговой рабочей зоны на участки с различными условиями полирования, так как каждому классу шероховатости соответствует свое оптимальное значение усилия резания и величины режужего зерна. Достижение поставленной дели обеспечивается тем, что наружнью и внутренние полюса связаны разветвленным марнитопроводом, причем внутренние ветви магнитопровода выполнены с различной площадью поперечного сечения к охвачены общей катушкой, а каждая наружная ветвь оснащена собственной электромагнитной катушкой, при этом каждая из катушек снабжена автономным регулятором силы тока.
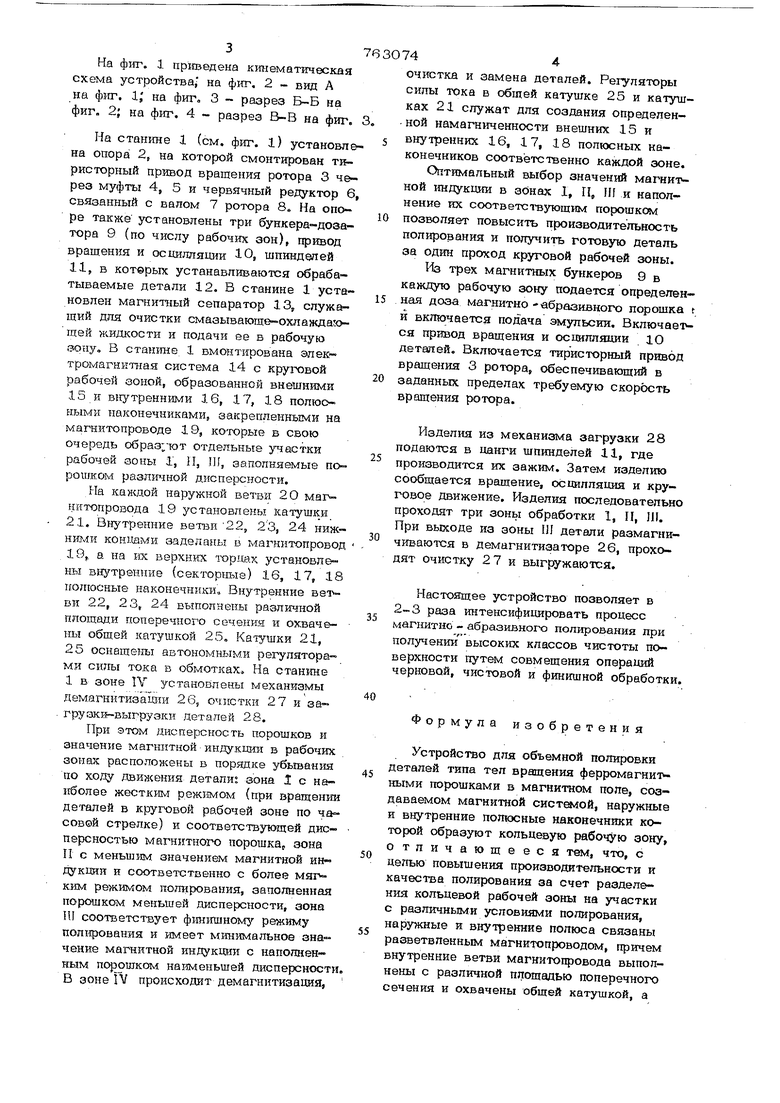
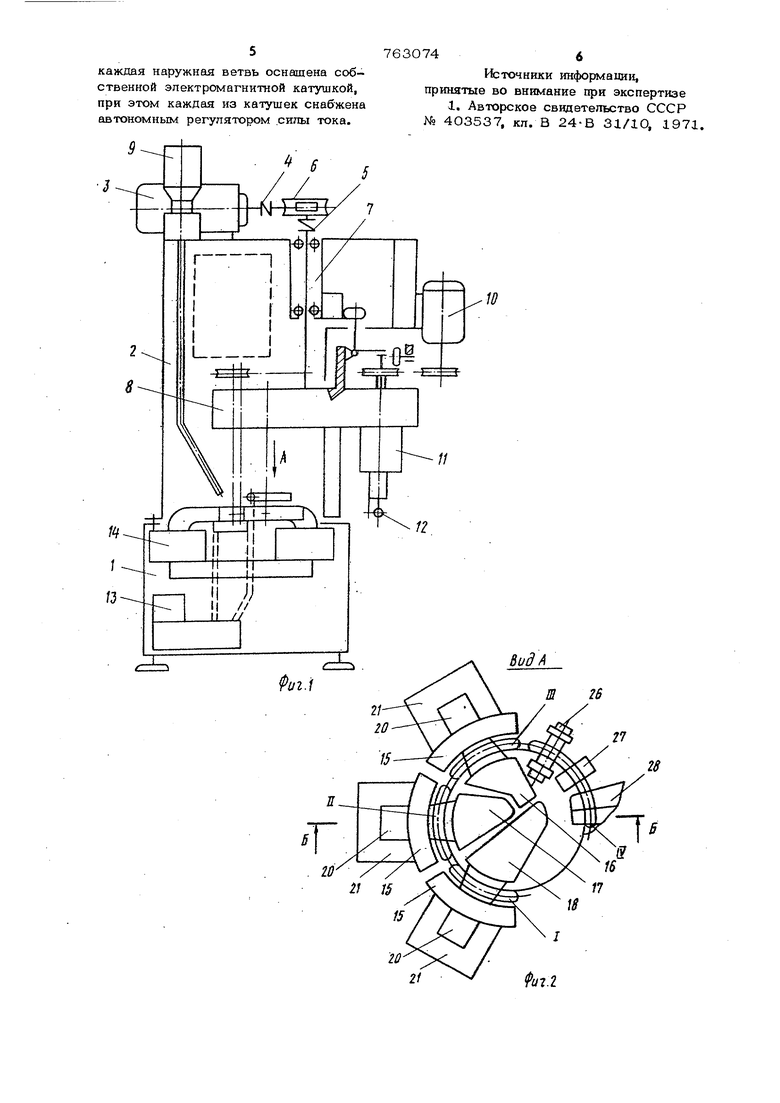
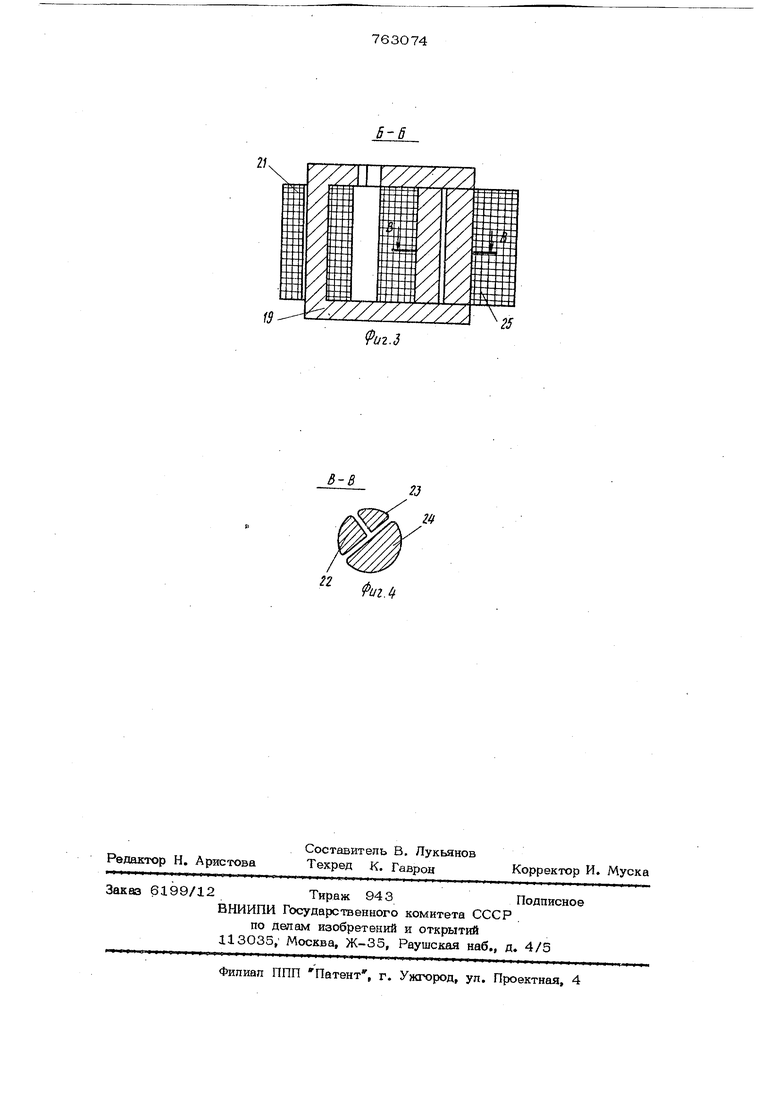
На фиг. 1 пргоедена кинематическая схема устройства, на фиг, 2 - вид А на фиг. 1; на фиг. 3 разрез Б-Б на фиг. 2; на фиг. 4 разрез В-В на фиг,
На станине 1 (см. фиг. 1) установлена опора 2f на которой смонтирован тиристорный привод вращения ротора 3 через муфты 4, 5 и червячный редуктор 6 связанный с валом 7 ротора 8. На опоре также установлены три бункера-дозатора 9 (по числу рабочих зон), привод вращения и осцилляции Ю. шпинделей 11, в котврых устанавливаются обрабатываемые детали 12. В станине 1 уста новлен магнитный сепаратор 13, служащий дяя очистки смазываюгяе-охлаждаю щей и подачи ее в рабочую зону, В стан1-ше 1 вмонтирована электромагнитная система 14 с круговой рабочей зоной, образованной внешними 15 и внутренними 16, 17, 18 полюсными наконечниками, закрепленными на магнитопроводе 19, которые в свою очередь образ;-ют отдельные участки рабочей зоны 1, П, П1, заполняемые порошком дисперсности.
На кахщой наружной ветви 2 О магнитопровода 19 установлены катушк и 21. Внутренние BBIBH22,, 23, 24 нижними кoнlш fи заделаны в магнитопровод 19,. а на их верхних торцах установп©Ш-.1 внутренние (ceKTOpt&is) 16, 17, 18 полюсные наконечники. Внутренние вет ви 22, 23, 24 выполнены различной площади поперечного сечения и охвачены общей катушкой 25, Катушки 21, 25 оснащены автономными регуляторами силы тока в обмотках На станине 1 в зоне IV установлены механизмы демагнитизации 26, очистки 27 и за груак р-выгрузки деталей 28.
При этом дисперсность порошков и значение магнитной индукш«1 в рабочих зонах расположены в порядке убьтания по ходу движения детали: зона 1 с наиболее жестким реж1амом (при вращении деталей в круговой рабочей зоне по ча совей стрелке) и соответствующей дис- персностью магнитнотч) порошка зона П с меньшим значением магнитной ин дукдии и соответственно с более мяг КИМ режимом полирования, заполненная порошком меньшей дисперсности, зона III соответствует финишном режиму полирования и имеет минимальное аначенке магнитной индукшш с наполненным порошком наименьшей дисперсност В зоне iV происходят демагнитизашя,
очистка и замена деталей. Регуляторы силы тока в общей катушке 25 и катушках 21 служат для создания определен. ной намагн1гченности внешних 15 и внутренних 16, 17, 18 полюсных наконечников соответственно каждой зоне. Оптимальный выбор значений магнитной индукшш в абнах 1, П, И и наполнение их соответствующим порошком позволяет повысить производитеутьность полирования и получить готовую деталь за один проход круговой рабочей зоны.
Ш трех магнитных бункеров 9 в каждую рабочую зону подается определенная доза магнитно абразивного порощка и включается подача эмульсии. Включает ся привод вращения и осцилляции Ю деталей. Включается тиристорный привод вращения 3 ротора, обеспечивающий в заданных пределах требуемую скорость вращения ротора.
Изделия из механизма загрузки 28 подаются в цанги шпинделей 11, где производится их зажим. Затем изделто сообщается вращение, осцилляция и круговое движение. Изделия последовательно проходят три зоны обработки 1, II, 111. При выходе из зоны П1 детали размагничиваются в демагнитизаторе 26, проходят очистку 27 и выгружаются.
Настоящее устройство позволяет в 2-3 раза интенсифицировать процесс магнитно - абразивного полирования при получении высоких классов чистоты поверхности путем совмещения операций черновой, чистовой и финишной обработки
Формула изобретения
Устройство для объемной полировки деталей типа тел вращения ферромагнит ными порошками в магнитном поле, создаваемом магнитной системой, наружные и внутренние полюсные наконечники которой образуют кольцевую рабочую зону, отличающееся тем, что, с целью повышения производительности и качества полирования за счет разделения кольцевой рабочей зоны на участки с различньпу1и условиями полирования, наружные и внутрекние полюса связаны разветвленным магнитопроводом, причем внутренние ветви магнитопровода выполнены с различной площадью поперечного сечения и охвачены общей катушкой, а
каждая наружная ветвь оснащена собственной электромагнитной катушкой, при этом каждая из катушек снабжена автономным регулятором ситты тока.
7630746
Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР NO 403537, кл. В 24-В 31/10, 1971.
В-В
Фиг.
