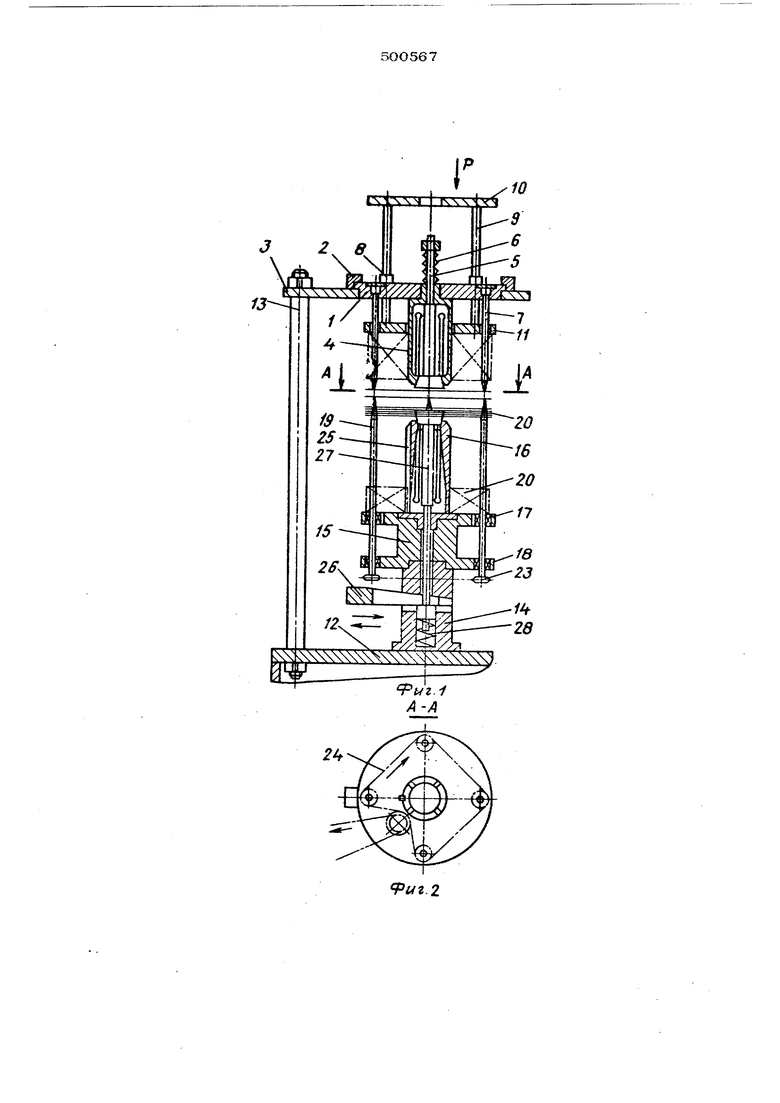
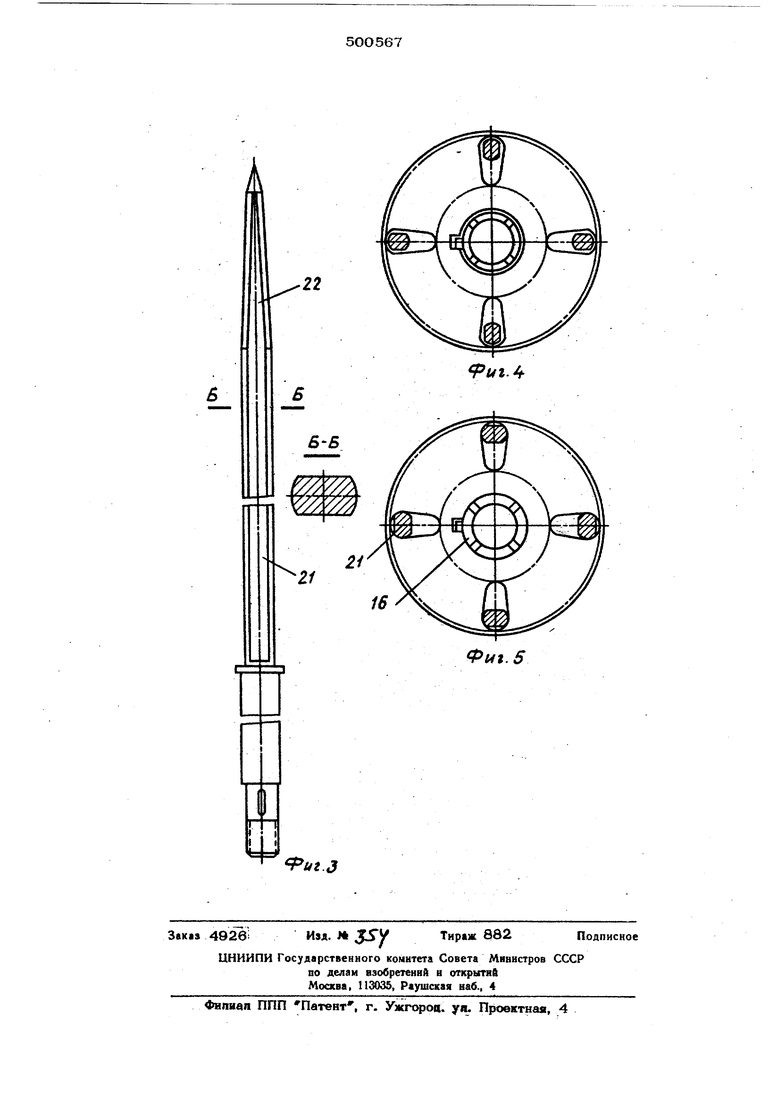
опор 17 и 18 вращения пазовых калибров 19, служащих для окончательной ориентации листов 20. Верхние подшипниковые опоры 17 выполнены плавающими для ком пенсации угловых погрешностей между пазами листов. Пазовые калибры 19 выполне ны в виде цилиндра, диаметр которого равен номинальному диаметру окружности, вписанной в паз листа, снабжены лыс нами. которые расположены с противоположных сторон по длине рабочей части 21 калибров 19 и уменьшают размер калибров (для свободного проскальзывания листов по ним Конусная заходная часть 22 калибров 19 обеспечивает накопление на ней сбрасывае мых с цанги 4 листов 2О на попавших на рабочую часть 21 калибров 19. в нижней части калибров укреплены звездочки 23, связанные цепной передачей 24. На основании 15 укреплена цанговая сборочная оправка 16 со шпонкой 25, вза модействующая с П-образным клином 26, связанным с рази;имным конусом 27. Пру жина 28 служит для сжатия оправки 16. Длина цанговой сборочной оправки 16 мен ше длины калибров 19 на величину, равную длине их конусной заходной части 22, что обеспечивает при разжатии панговой сборочной оправки 16 свободное попадание сбрасываемых с цанги 4 листов 20 на конусную заходную часть 22 калибров 19. На позиции загрузки листь 20 сердечника подаются в предварительно ориентированном положении на цангу 4, два калибра 7 и сжимаются. После разжатия цанги 4 разжимным конусом 5 и опускания остатка листов на загрузочную оправк каретка 1 перемешается по направляющим 2 на позицию сборки. Цанговая сборочная оправка 16 находится в неразжатом состо нии. Под воздействием силы Р на нажимнов кольцо 10 кольцо 11 начинает сталкивать листы 20 с разжатой цанги на конус.ную заходкую часть 22 вращающихся калибров 19, При расположении лысок рабочей части 21 калибров 19 вдоль паза лил ста листы 2О проскальзывают вниз на основание 15 цанговой сбороч.ной оправки 16. Заклинивание отдельных листов на цанговой сборочной оправке 16 и калибрах 19 устраняется вращением калибров 19. При дальнейшем повороте калибров 19 листы выравниваются по пазам. Набранный на неразжатую цанговую сборочную оправку 16 необходимой длины пакет выравнивается по внутреннему диаметру при помощи разжимного конуса 27 и П-образногс клина 26.. Формула изобретения 1, Устройство для сборки сердечников маг-т нитопроводов электрических машин, содержащее механизм разгрузки листов, сборочную разжимную оправку со шпонками и пазовыми калибрами, отличаю щ-еес я тем, что, с целью обеспечения надежности подачи листов ни сборочную оправку, пазовые калибры выполнены в ккае цилиндра, диаметр которого равен номинальному , диаметру окружности, вписанной в паз листа, снабжены лысками, расположенными с противоположных сторон по длине рабочей части калибра, и имеют конусную заходную часть. 2.Устройство по п. 1, отличающееся там, что пазовые калибры установлены в подшипниковых опорах с возможностью вращения относительно своей оси. 3.Устройство по п. 2, отличающееся тем, что верхние подшипниковые опоры выполнены плавающими.
/J
.2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дозирования листов магнитопроводов электрических машин | 1977 |
|
SU743120A1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Устройство для поштучной выдачи листов сердечников электрических машин | 1972 |
|
SU454643A1 |
| Устройство для пакетирования пластин магнитопроводов электрических машин | 1977 |
|
SU752639A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2013 |
|
RU2524518C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Цанговая оправка | 1983 |
|
SU1144795A1 |
| Устройство для отделения пакета пластин магнитопроводов | 1979 |
|
SU860219A1 |
| Магазин для размещения кольцевых штучных заготовок | 1976 |
|
SU642532A1 |
| Оправка для центрирования и закрепления тонкостенных деталей | 1988 |
|
SU1530339A1 |