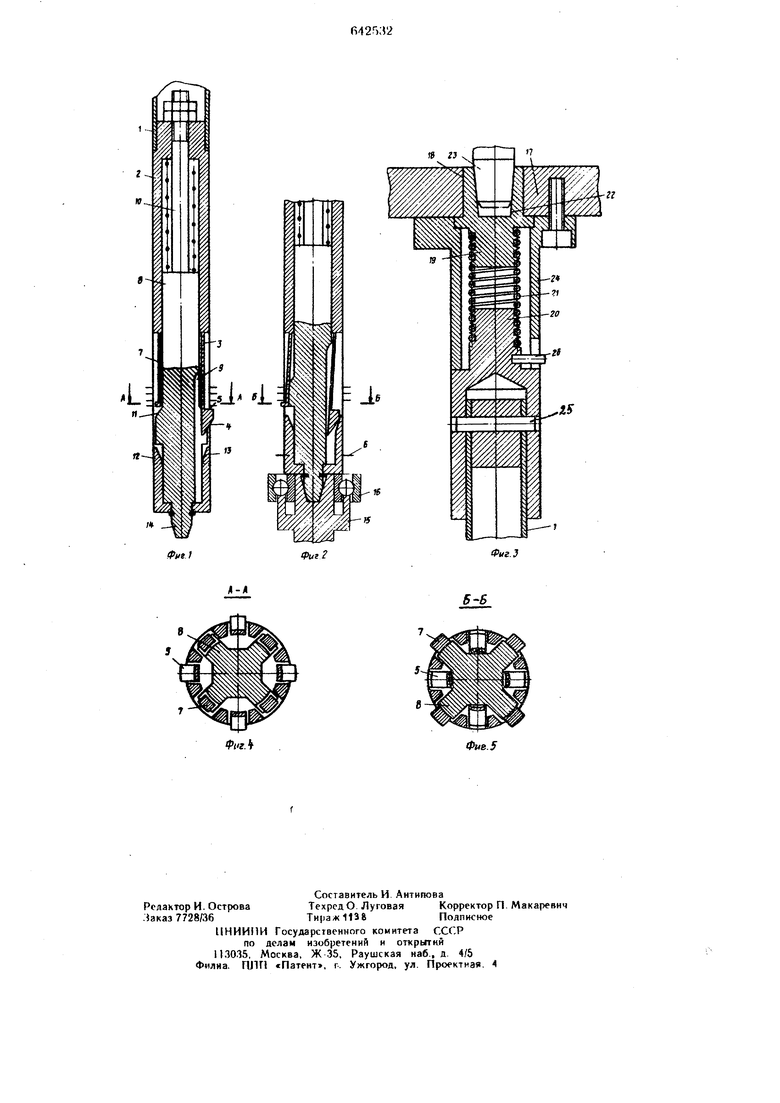
отсекателями 7. В цанге 2 выполнен внутренний плунжер 8 с пазами 9, жестко связанный со штоком 10 и имеющий косые уступы II. На плунжере 8 базируется втулка 12, жестко закрепленная на его торце, которая 1акже имеет внутреннюю конусную поверхность 13. В нижней части плунжера 8 выполнен заходный конус 14, центрирующий скалку 15 с подшипником 16. Труба 1 подвешивается к многопозиционнсму поворотному диску 17, который имеет гнезда 18 с плавающей опорой, состоящей из втулок 19 и 20, на концы которых навита пружина растяжения 21.,Втулка 19 имеет центрирующее отверстие 22, которое является гнездом фиксатора 23 поворотного диска 17. Втулка 20 имеет гнездо для подвещивания трубы 1. В результате постоянного натяжения пружины 21 втулка 20 надежно притягивается к торцу стакана 24, параллельному столу автомата 25, что обеспечивает перпендикулярность .оси трубы I к столу 25.
Угловая фиксация трубы 1 обеспечивается с помощью щтифта 26.. . Поворотный диск 17 крепится на кронштейне, связанном с приводом. Плунжер 8 приводится в движение от скалки 15, установленной в столе 25 автомата.
Предлагаемый магазин работает следую.щим образом. Выдвижная скалка 1Ь автомата входит своей оправкой в отверстие внутреннего кольца подшипника 16 и ловит им конус 14 плунжера 8, центрируя при этом трубу 1. При дальнейшем /движении скалки 15 внутренний плунжер 8 своими коническими уступами 11 вталкивает лепесткиотсекатели 7 в зазор между столбом полусепараторов и последним сепаратором. В это время лепестки-удерживатели 3 продолжают удерживать столб полусепараторов 6. При дальнейшем движении скалки 15 лепестки-удерживатели 3 под действием конических уступов 13 втулки 12 утопают в пазах 9 плунжера 8, а весь столб полусепараторов удерживается лепестками-отсекателячи 7, при этом нижний полусепаратор, оставшийся без опоры по втулке 12, опускается на подшипник 16. После этого подвижная скалка 15 автомата отходит назад, и лепестки 3 и 7 цанги 2 занимают исходное положение. Далее цикл повторяется.
При полной выработке запаса полусепараторов 6 предварительно выводят из гнезда 22 фиксатор 23 и поворотом диска устанавливают на рабочую позицию за(-ру женчую следующими полусепараторамй 6 трубу 1. После поворота фиксатор 23 занимает свое место в гнезде 22, включая при этом привод скалки 15 стола автомата 25. Устройство для установкн штучных заготовок вновь готово к работе. Загрузка ПУСТЫХ труб 1 магазина производится вручную проталкиванием полусепараторов 6 снизу вверх через постоянно выдвинутые удерживатели 3, которые при этом утапливаются полусепараторами 6 в пазах 9 плунжера 8. Магазин для размещения кольцевых штучных заготовок, нес.иотря на большую емкость, свободно вписывается в габариты сборочных, комплектовочных автоматов, полуавтоматов и приспособлений, значительно снижая трудоемкость обслуживания оборудования, но требуя при этом промежуточных загрузочных приспособлений, кроме того, увеличивается долговечность и надежность работы устройства даже в случае применения магазинов значительной длины при нормальной точности изготовления узлов и деталей устройства для выдачи полусепараторов, что значительно повышает экономичность конструкции.
Формула изобретения
Магазин для размещения кольцевых штучных заготрвок, например, полусепараторов, содержащий трубу, связанный с ней -подпружиненный подвижной шток, а также отсекатели и удерживатели, отличающийся тем, что, с целью расширения эксплуатационных возможностей, отсекатели и удерживатели выполнены в виде лепестков цанги, жестко соединенной с трубой, а шток снабжен плунжером с продольными пазами для размещения удерживателей и втулкой, жестко соединенной с его торцом и имеющей внутреннюю конусную поверхность, взаимодействующую с удерживателями, при этом диаметр втулки равен диаметру цанги и трубы.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство № /з-ка 2177691/25-27/, кл. F 16 С 43/04, 1975. Я
|Л«г /
iPi/ef
и-л
Фиг.З
6-6 i
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для установки штучных заготовок | 1975 |
|
SU561024A1 |
| Устройство для установки полусепараторов | 1974 |
|
SU510599A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Устройство для установки штучныхзАгОТОВОК | 1979 |
|
SU804904A1 |
| Многопозиционный сборочный автомат | 1984 |
|
SU1238934A1 |
| Автомат для сборки подшипниковых узлов | 1984 |
|
SU1257309A1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |
| Способ сборки радиальных шариковых подшипников с углом заполнения шарами более 180 @ и устройство для его осуществления | 1978 |
|
SU1135933A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |