4
со ел Изобретение относится к металлообработке и может быть использовано для закрепления заготовок при обработке на металлорежувсих станках. Известна оправка, содержащая полый корпус, тягу, сменные и разжимные конуса Однако в данной оправке имеет мё то низкая производительность при ее переналадке. Наиболее близкой к предлагаемой является цанговая оправка, в полом корпусе которой установлены зажимной элемент в виде разрезночй кониче кой втулки и дополнительная разрезная коническая втулка с размещенной в них тягой с конусом на одном конце, соединенной своим цилиндрически хвостовиком со штоком привода С23. Недостатком указанной оправки является большая затрата времени при смене зажимного элемента. Цель изобретения сокращение времени наладки. / . ... Указанная цель достигается тем, что в цанговой оправке, в полом кор пусе которой установлены зажимной элемент в виде разрезной конической втулки и дополнительная разрезная коническая втулка с размещенной в них тягой с конусом на одном конце, соединенной своим цилиндрическим хвостовиком со штоком привода, на внутреннем торце корпуса выполнен конусньй выступ, а оправка снабжена закрепленной на конце штока цангой с выступом на внутренней поверхности и заходной конусной поверхностью предназначенными для поо чередного взаимодействия с конусным выступом корпуса и вьтолненной на цилиндриче кой поверхности хвостовика тяги выточкой, а в дополнительной разрезной конической втулке выполнена кол цевая проточка, предназначенная для взаимодействия с введенньм в оправку кольцом, закрепленным на торце корпуса. На фиг. 1 представлена цанговая оправка общий вид; на фиг. 2 оправка, в момент извлечения из нее тяги,. Оправка состоит из полого корпу са I, внутри которого размещен с возможностью перемещения по{япень 2 со штоком 3. На штоке 3 на резьбе жестко закреплена цанга 4 с выступом 5 на внутренней поверхности и заходной конусной поверхностью 6. В цанге 4 размещена тяга 7 с конусом на одном конце и выточкой 8 на цилиндрическом хвостовике. На конусе тяги 7 размещен зажимной элемент в виде Разрезной конической втулки 9 с кольцевю пазом и углом оС при вершине конуса. В торцовой части корпуса 1 выполнено коническое отверстие 10, в котором размещена дополнительная разрезная коническая втулка 11, угол при вервшне конуса, который выбран из условия отсутствия самоторможения клина, т.е. etj 17 и . Втулка t1 удерживается от вьтадания из корпуса 1 кольцом 12, закрепленньм на торце корпуса 1. В торцовой части корпуса 1 выполнен виутренней конусный выступ 13, В корпусе 1 выполнены отверстия 1416 для подвода рабочей жидкости. Перегородка 17 уплотняет рабочую полость гидроцилиндра с поршнем 2. Между поршнем 2 и корпусом 1 оправки размещена пружина 18. В торце штока 3 установлен штифт 19. Заготовка 20 размещена на наружной поверхности зажимного элемента 9. Оправка работает следующим обраэом, . ......, После установки заготовки 20 на оправку через отверстие 16 подается под давлением рабочая жидкость. Поршень 2 начинает смещаться вниз посредством штока 3 и выступа 5, цанги 4, перемещая в том же направлении за выточку 8 тягу 7. При движении тяга 7 с помощью конуса разясимает разрезную коническую втулку 9, Осуществляя крештение заготовки 20 по внутренней поверхности. Давпеиие в «токовой полости при зтом постепенно порывгается и достигает таких значе ний, при которых усилие на штоке 3 становится достаточным для смещения вдоль оси дополнительной разрезной конической втулки II и жесткого закрепления тяги 7 в корпусе 1 оправки. Если обозначить усилие на штоке Q, а усилие зажила W, то для клинового механизма, каким являются разезная коническая втулка 9 и втула 11 Так как, г с(, , то вначале обеспечивается необходимое усилие зажима конической втулки 9. Затем срабатывает дополнительная коническая втулка 11. Дополнительно такой пос ледовательности срабатывания втулок 9 и 11 способствует большая радиаль ная жесткость разрезной конической втулки 9 по сравнению с конической втулкой 11. Для раскрепления заготовки 20 отверстия 15 и 16 соединяю ся со сливсм, а через отверстие 14 в корпусе в поршневзло полость цилин ра подводится давление. При этом до полнитёльная разрезная коническая втулка 11, конус которой выполнен нвсамртормозящимся, освобождает тяГУ 7. Поршень 2 со штокрм 3 и тягой 7 начинают перемещаться вверх, осуществляя раскрепление заготовки 2 Осевое перемещение заготовки 20 при этом ограничено подводимым упором (не показан). Для того, чтобы ограничить перемещение поршня 2 при рас креплении заготовки 20, в корпусе выполнено отверстие 15, при достижении которого нижние СБОИМ торцсж поршень 2 останавш1вается, так как отверстие 15 соединено со сливом. Это предотвращает возможность jpacкрыгия цанги 4 при совмещении ее за ходной конусной поверхности 6 с кону сньм выступом 13 корпуса 1. Когдй возникает необходимость закрепить На оправке заготовку 20 с другим диаметром базового отверстия тяга 7с разрезной конической втулкой 9 заменяется на другой типоразмер. Конструкш1я оправки, позволяет осуществить замену автоматически с помощью автооператора. При этом ру,ка автооператора (не показана) захватывает за кольцевую проточку коническую втулку 9 и перемещает ее и тягу 7 по стрелке А (фиг. 2). При этом движении тяги 7 увлекает за со-, бой цангу 4, которая заходной конусной поверхностью 6 находа1т конусный выступ 13 торца корпуса 1, Цанга 4 раскрывается (фиг, 2) и освобождает тягу 7, которая извлекав ется из . Далее тяга 7 может быть помещена в специальный магаэш для хранения, откуда извлекается СледуюЩ(й кситлект тяги 7 и коияческой втулки 9 типоразмера. Они йставляются в оправку. Тяга 7 св(жм хвостовиком воздействует иа цаигу 4, Лепестки цачги 4 расходятся. Тяга 7 при этом заходит внутрь цанги 4 до упора в штифт 19 и цанга 4 защелкивается, осуществляя тем самым асесткую связь штока 3 тяги 7 Нружина 18 при движении тяги 7 уде1хкивает поршень 2 и шток 3 с цангой 4 от смещения в том же направлении. Технико-экономическая эффективность при использовании предлагаемого изобретения обусловлена сокращением времени на замену зажимного элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговая оправка | 1985 |
|
SU1294495A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Оправка | 1989 |
|
SU1662767A1 |
| Токарный патрон | 1987 |
|
SU1569090A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2013 |
|
RU2524518C1 |
| Автомат для контроля и сортировкигНЕзд шТЕпСЕльНыХ РАз'ЕМОВ | 1979 |
|
SU820912A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| Цанговый патрон | 1983 |
|
SU1142230A1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛИ ПО ПЛОСКОСТИ И ОТВЕРСТИЯМ | 2000 |
|
RU2201322C2 |
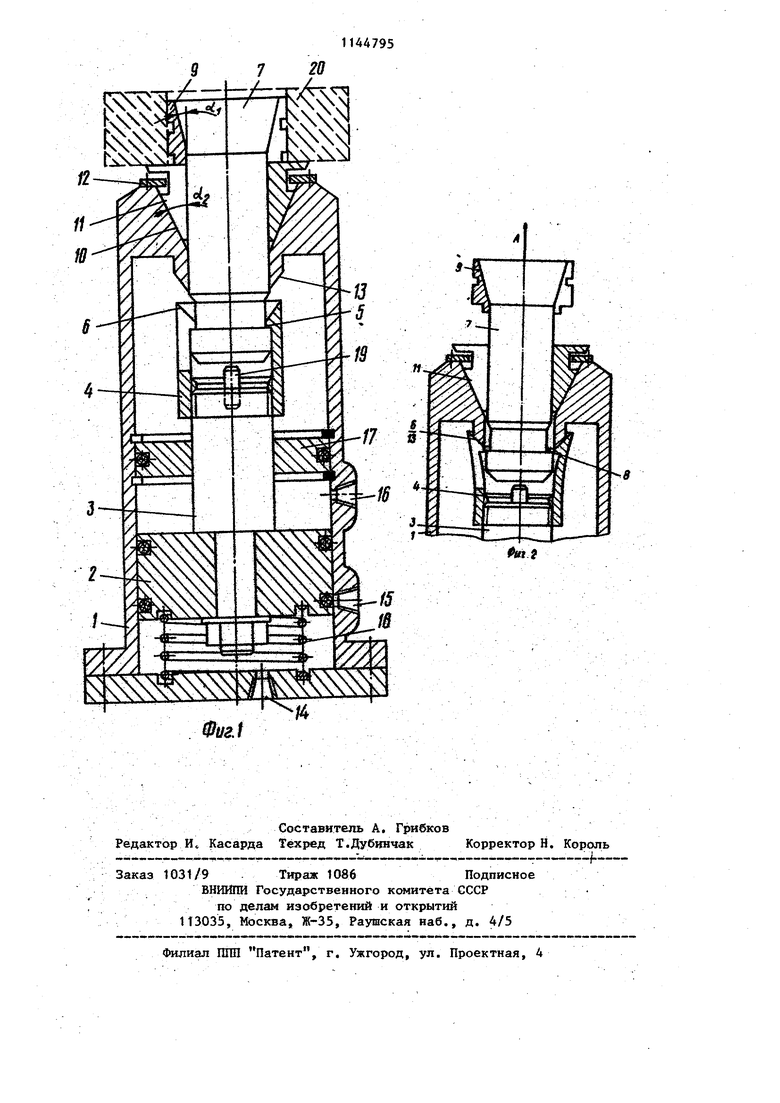
ЦАНГОВАЯ ОПРАВКА, в полом корпусе которой установлены зажимной элемент в виде разрезной конической втулки и дополнительная разрезная коническая втулка с размещенной в них тягой с конусом на одном конце, соединенной своим цилиндрическим хвостовиком со штоком привода, о т л и чаю ща я с я тем, что, с целью сокращения времени наладки, на внутреннем торце корпуса выполнен конусный выступ, а рцравка снабжена закрепленной на конце штока цангой с выступом на внутренней поверхности и заходной конусной поверхностью, предназначенными для поочередного взаимодействия с конусным клступом корпуса и выполненной на хщлиндрической поверхности хвостовика тяги выточкой, а в дополнительной разрез- 3 ной конической втулке выполнена кольт цевая проточка, предназначенная для взаимодействия с введенным в сжравку кольцом, закрепленным на торце корпуса.