1
Изобретение относится к обработке металлов давлением, в частности, к штампам для штамповки сферических оболочек и сферических полуднищ с большим радиусом сферы методом последовательных местных нажатий.
Известен штамп для штамповки методом последовательных местных нажатий сферических оболочек и сферических полудниш,, состояш,ий из матрицы и пуансона, где мат|рица имеет лунку в виде вогнутой шаровой поверхности, диаметр основания которой в несколько раз меньше диаметра заготовки, а радиус сферы (с учетом пружинения) несколько меньше радиуса сферы формообразуемой оболочки. Радиус сферы торцевой рабочей поверхности пуансона у этого штампа меньше радиуса сферы матрицы на толидину материала штампуемой детали.
Диаметр цилиндрической части пуансона выполняется на 10-50% меньше диаметра рабочей поверхности матрицы на ее зеркале.
Однако, при штамповке в таких штампах крупногабаритных деталей с радиусом сферы больше 5000 мм и отношением радиуса сферы в толшине более 250 мм требуются значительные по размерам штампы, а сфера получается неправильной формы и имеет значительные отклонения от шаблона. Это объясняется тем, что при штамповке методом последовательных местных нажатий крупных деталей с большим
радиусом сферы качественное выполнение радиуса сферы достигается только в средней (центральной) части отпечатка пуансона на сфере, а остальная часть детали, участвуюш,ая в деформации и находящаяся в рабочей зоне штампа, ближе к периферии, имеет отклонения, вследствие большой величины пружннения. При последующих нажатиях в местах с отклонениями, они переходят в зону первого нажатия. Указанные отклонения при изготовлении оболочек больших размеров достигают значительной величины.
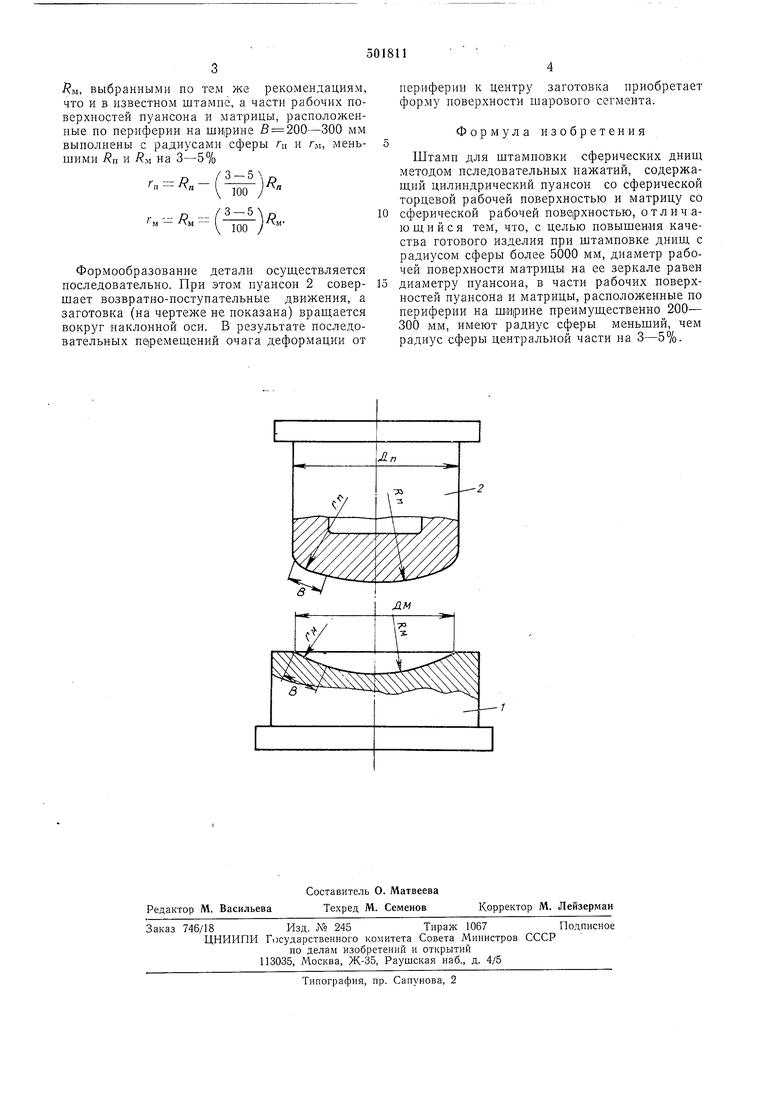
С целью повышения качества готового издеЛИЯ при штамповке дниш с радиусом сферы более 5000 мм в предложенном штампе диаметр рабочей поверхности матрицы на ее зеркале равен диаметру пуансона, а части рабочих поверхностей пуансона и матрицы, расположенные по периферии на ширине преимущественно 200-300 мм, имеют радиус сферы меньший, чем радиус сферы центральной части на 3-5%. На чертеже показано сечение матрицы 1 и
пуансона 2.
Диаметр пуансона Дп выполнен равным диаметру рабочей поверхности матрицы на ее зеркале Дм. Центральная часть торцевой поверхности пуансона и лунки матрицы выполнены с радиусами сферы соответственно и и
м, выбранными по тем же рекомендациям, что и в известном штампе, а части рабочих поверхпостей пуансона и матрицы, расположенпые по периферии на ширине 6 200-300 мм выполнены с радиусами сферы Гц и Гм, меньшими п и м на 3-5%
-(T5if),- - Р -/3-5 „ 1 100
Формообразование детали осуществляется последовательно. При этом пуансон 2 совершает возвратно-поступательные движения, а заготовка (на чертеже не ноказана) вращается вокруг наклонной оси. В результате последовательных перемещений очага деформации от
периферии к центру заготовка приобретает форму поверхности шарового сегмента.
Формула изобретения
Штамп для штамповки сферических днищ методом пследовательных нажатий, содержащий цилиндрический пуансон со сферической торцевой рабочей поверхностью и матрицу со
сферической рабочей поверхностью, от л и ч аю щ и и с я тем, что, с целью повышения качества готового изделия при штамповке днищ с радиусом сферы более 5000 мм, диаметр рабочей поверхности матрицы на ее зеркале равен
диаметру пуансона, в части рабочих поверхностей пуансона и матрицы, расположенные по периферии на ширине преимущественно 200- 300 мм, имеют радиус сферы меньщий, чем радиус сферы центральной части на 3-5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМООБРАЗОВАНИЯ СФЕРОТОРОИДАЛЬНЫХ ИЛИ ЭЛЛИПТИЧЕСКИХ ОБОЛОЧЕК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2397836C2 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПУКЛЫХ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ ИЗ ОВАЛЬНЫХ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2053035C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2000 |
|
RU2194587C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ШТАМПОСВАРНЫХ ОБОЛОЧЕК ТОРОСФЕРИЧЕСКОЙ И ЭЛЛИПТИЧЕСКОЙ ФОРМЫ | 2010 |
|
RU2443488C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОК СФЕРИЧЕСКОЙ ФОРМЫ | 2003 |
|
RU2261770C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ ДВОЯКОЙ КРИВИЗНЫ | 2015 |
|
RU2626253C2 |
| Штамп для вытяжки сферических изделий | 1985 |
|
SU1349834A1 |
| Пуансон первого перехода для двухпереходной вытяжки тонких оболочек вращения с криволинейной поверхностью | 2019 |
|
RU2697307C1 |
| Штамп для отбортовки деталей из листовых заготовок | 1984 |
|
SU1214278A1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
