Предлагаемое изобретение касается устройства для механического размешивания материалов во время их передвижения, при одновременном воздействии на них химическими или физическими средствами, например, путем нагревания. Аппарат, устроенный согласно изобретению, в особенности применим при обработке материалов, становящихся вязкими или пластичными при нагревании, таких как, например, остаточные продукты сухой перегонки сланцев и тому подобные углеводородные материалы, применяемые при получении топлива путем обработки при низких температурах.
В аппарате можно производить также отгонку углеводородов из таких материалов.
Различные вещества, твердые в нормальном состоянии, становятся столь вязкими или тягучими при их нагревании и так прочно пристают к стенкам аппаратов, служащих для такой обработки, что после окончания обработки, при охлаждении материала, аппарат остается покрытым изнутри твердой корой и засаривается до такой степени, что дальнейшая его служба становится затруднительной.
Главная цель предлагаемого изобретения состоит в устройстве аппарата таким образом, чтобы он допускал нагревание материалов вышеупомянутого рода без риска засорения или закупоривания аппаратуры.
Изобретение применимо также для размешивания и одновременного перегревания материалов, для полного смешивания двух или нескольких компонентов, для высушивания, для охлаждения, для одновременного нагревания и высушивания различных веществ, например, древесной массы. Для разрешения этой задачи аппарат сконструирован в виде камеры, в которой помещены размешивающие и проталкивающие лопасти (органы), сообщающие материалу движение через камеру и в то же время непрерывно взаимно очищающие друг друга.
Регулируя подачу материала в камеру, в которой он подвергается обработке, и непрерывно перемещая его через эту камеру к выходному концу при помощи указанных проталкивателей, можно устранить скопление обрабатываемой массы, а сообщая проталкивающим лопастям такую форму и устанавливая их на таких
взаимных расстояниях, чтобы они непрерывно очищали друг друга и стенки камеры, чожно обеспечить устранение прилипания материала в пластичном или в твердом состоянии как к этим органам, так и к стенкам камеры.
В простейшей форме осуществления аппарата проталкивающие лопасти действуют наподобие скребков, причем траектории их движения представляют собой пересекающиеся окружности, а расстояние меисду центрами этих окружностей таково, что концевые части каждой проталкивающей лопасти очищают поверхность соответственно очерченной грани смежной лопасти в некоторой части своего движения.
Камере придают предпочтительно такую форму, чтобы каждая проталкивающая лопасть очищала стенки камеры на остальной части своего движения.
Размешивающие или проталкивающие лопасти могут быть укреплены на системе параллельных валов, проходящих поперек камеры, в один конец которой вводится материал, поступающий через спускной жолоб и регулятор питания.
В одной форме выполнения проталкивающие лопасти имеют в переднем виде прямоугольную форму, а в концевом виде или поперечном сечении образуют несколько вогнутых поверхностей. Каждая такая лопасть может иметь, например, три или четыре вогнутых поверхности и выполнять вращение соответственно в три или четыре фазы на один оборот, причем временно лопасти застопориваются в неподвижном положении после каждой такой фазы движения, пока другая лопасть или лопасти выполняют соответствующую фазу вращательного движения.
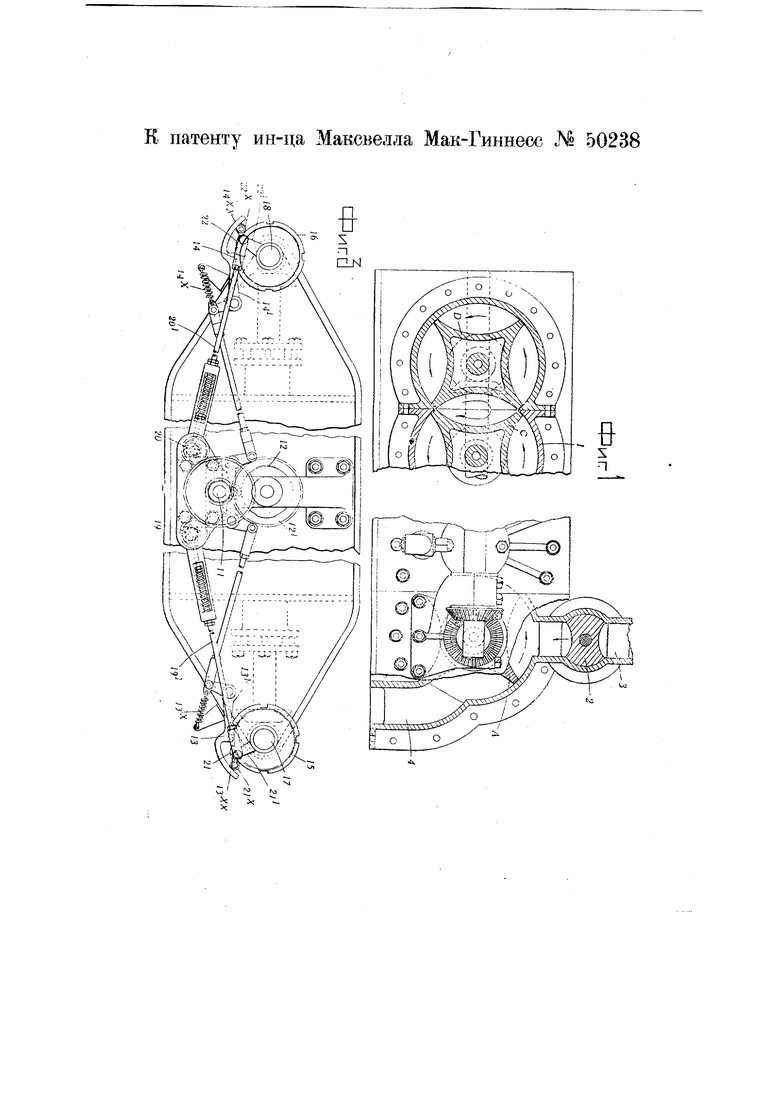
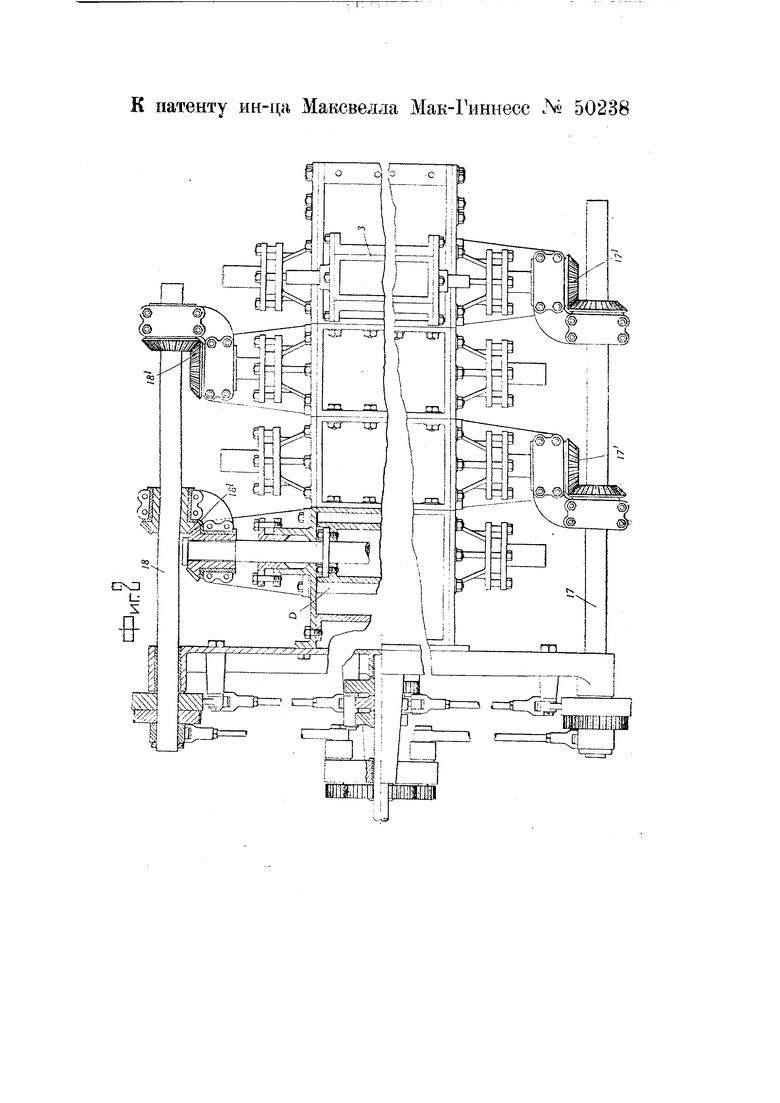
На чертеже, представляющем различные формы выполнения предлагаемого аппарата, фиг. 1 изображает продольный разрез и частью наружный вид аппарата с несколькими проталкивающими лопастями, устроенными согласно изобретению; фиг. 2- соответствующий вид в плане; фиг. 3-
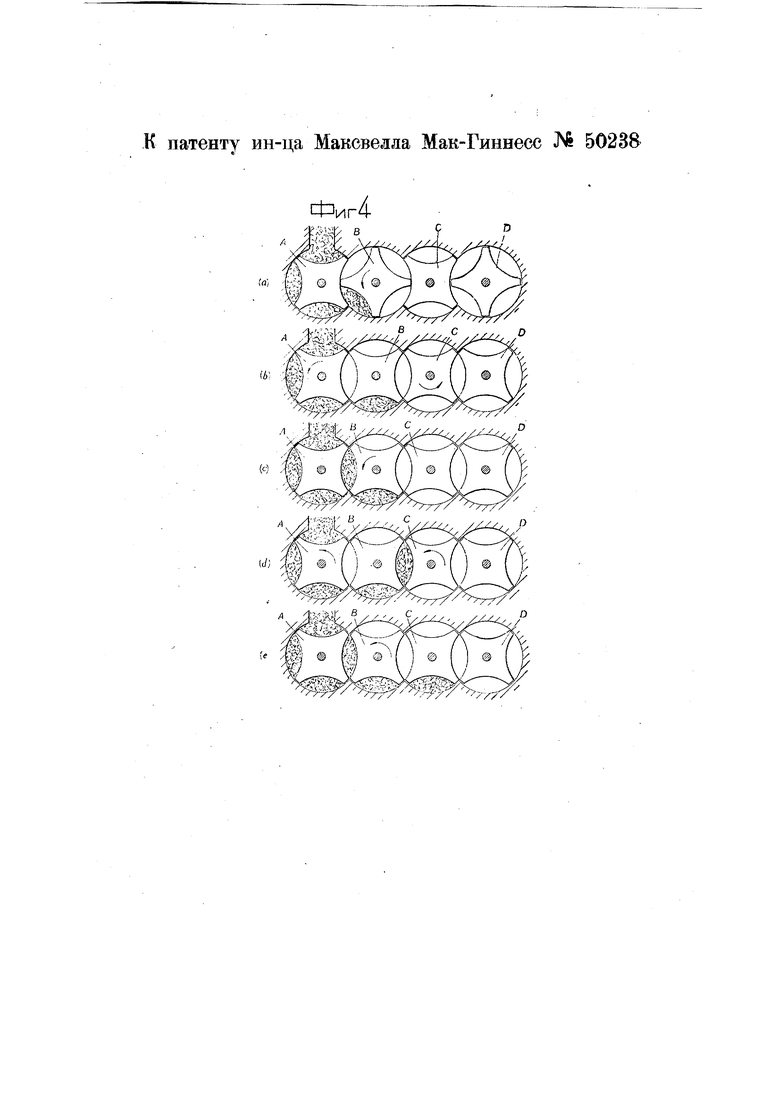
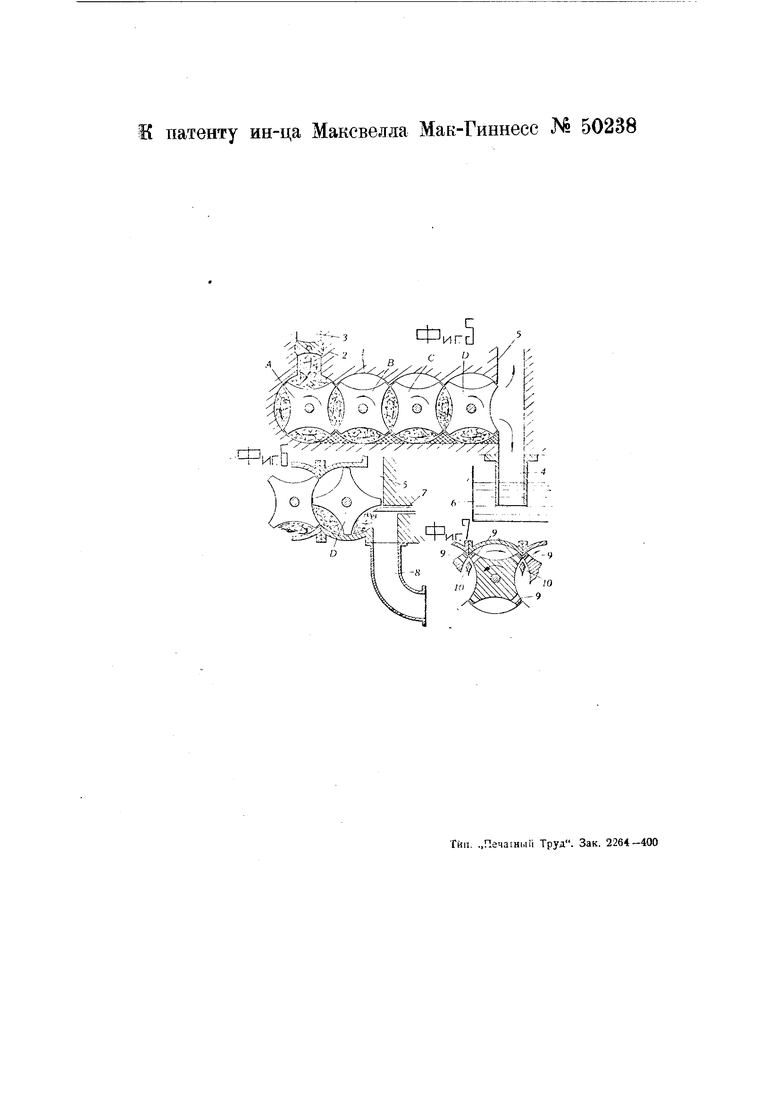
концевой вид механизма для приведения в движение и застопоривания проталкивающих лопастей; фиг. 4- систему диафрагм а-е, служащих для пояснения принципа действия аппарата; фиг. 5-продольный схематический разрез видоизмененной формы выполнения аппарата; фиг. 6 - частичный вертикальный разрез выпускного конца аппарата с показанием приспособления для вывода из него обработанного материала; фиг. 7- частичный вертикальный разрез особого приспособления для получения у верхней части аппарата канала для прохода газа.
На фиг. 1 - 5 аппарат состоит из четырех проталкивающих лопастей ABGD, расположенных друг возле друга на параллельных горизонтальных валах, выступающих из собранных в одно целое кожухов, которые образуют непрерывную камеру 1, где эти лопасти вращаются. Каждая проталкивающая лопасть имеет форму барабана с четырьмя вогнутыми поверхностями, а валы размещены на таких расстояниях друг от друга, что траектории проталкивающих лопастей пересекаются, как показано на чертеже. Лопасти Л и С совершают поворот на четверть окружности в то время, как В D застопориваются в неподвижном положении, а затем В и D, в свою очередь, вращаются в том же самом направлении, тогда как А и С остаются неподвижными и т. д. Выступ каждой движущейся лопасти проходит по вогнутой поверхности смежной грани соседней неподвижной в этот момент лопасти.
Подлежащий обработке материал вводится через регулятор питания 2 помещенный в жолобе или воронке 3. На фиг. 1 он проходит по верхним каналам над проталкивающими лопастями к одному концу аппарата, а затем вниз и вдоль нижних каналов к выпускному патрубку 4 (фиг. 1). На фиг. 5 материал входит у одного конца камеры и выходит у другого ее конца.
Действие аппаратов обоего типа понятно из рассмотрения фиг. 4 сравнительно с фиг. 5.
На фиг. 4 (фаза а) предположено, что лопасти Л и С выполнили четыре четверти оборота, а В и D собираются выполнить четвертую четверть оборота, в то время как лопасти Л и С неподвижны. Легко видеть, что лопасти В счищают материал с прилегающей поверхности лопасти Л и вместе с лопастью D останавливаются в положении, изображенном в фазе Ь. После этого лопасти Л и С выполняют следующую четверть оборота и останавливаются в фазе с. Затем лопасти В и Т) выполняют другую четверть оборота и останавливаются в фазе d; наконец лопасти Л и С поворачиваются еще на четверть оборота и останавливаются в фазе е и т. д.
Из вышеизложенного и, в особенности, из фиг. 4 видно, что каждая проталкивающая лопасть счищает материал с предыдущей и передает его следующей. Таким образом материал проводится проталкивающими лопастями через всю камеру, причем эти лопасти постоянно очищают друг друга, равно как и стенки камеры.
Газы, которые выделяются из массы или вводятся для действия на нее, могут выходить через газовыпускной канал 5.
Если материал после обработки утратил в достаточной степени свою пластичность, он падает с последней проталкивающей лопасти через канал 4 (фиг. 5) и поступает в резервуар 6 или один из двух чередующихся резервуаров, содержащих воду или иную жидкость, образующую гидравлический затвор. Если материал прилипает к последней проталкивающей лопасти, нужно предусмотреть приспособление для принудительной счистки этого материала. Примерная форма выполнения такого органа изображена на фиг. б, где цифрой 7 обозначена пластина, приводимая в возвратно-поступательное движение каким-нибудь подходящим образом (например, при помощи не показанного на чертеже кулачкового диска); эта пластина перемещается внутрь и отходит обратно с надлежащей скоростью, так что у каждой поверхности
проталкивающей лопасти пластическая масса отклоняется в выпускной канал S, причем по мере выхода она может подвергаться обработке, например, формоваться в брикеты.
Хотя в форме выполнения, описанной выще, потолок и пол камеры составляются из дугообразных частей, контур которых соответствует траекториям движения выступов проталкивающих лопастей, такая форма для потолка не обязательна и его можно делать либо плоским, либо сводчатым для образования сплошного промежутка над траекториями проталкивающих лопастей; точно так же пол не должен иметь обязательно указанной формы, в особенности в случае обработки материала, обладающего способностью переходить в полупластичное состояние, так как при наличии абсолютно равного и плоского пола такой материал скопляется и формуется вращательным движением проталкивающих лопастей так, что получается многосводчатая форма, показанная на фиг. 5- Сводчатый потолок для. камер, в которых работают несколько проталкивающих лопастей, заслуживает предпочтения, но он затрудняет прохождение выделяющихся газов, в виду чего можно прибегнуть к устройству, изображенному на фиг. 7, для получения пути, по которому газы могут свободно проходить. Как показано на этой фигуре, в концевых частях проталкивающих лопастей вблизи их выступов устраиваются прорезы 9, а на концевых стенках камеры предусматриваются неподвижные выступы (кулаки) W, положение которых совпадает с указанными вырезами, когда последние при своем вращении проходят по выступать Благодаря этому прорезы, которые нормально закупоривались бы твердым материалом, подвергающимся обработке, автоматически прочищаются выступами (кулаками) JO. Наиболее подходящим местом расположения прочищающих выступов является симметричное их положение в пространстве, общем для двух смежных лопастей, как это и показано на фиг 7,
так что они прежде всего служат для
прочистки прорезов одного органа, при которой они сами покрываются вязкой массой, а затем, в свою очередь, очищаются проходящими по ним прорезами соседней проталкивающей v oпacти. Само собой разумеется, что указанные выступы входят внутрь камеры, выступая из концевых стенок таковой, причем каждый выступ имеет в лобовом виде ромбическую форму с дугообразными гранями вместо прямых.
Проталкивающие лопасти могут быть расположены не только в одном ряду на параллельных осях, как это показано на фиг. 1 и 5, но могут составлять несколько рядов при включении между ними соединительных органов так, что получается зигзагообразная форма пути.
Валы проталкивающих лопастей не должны обязательно занимать горизонтального положения и могут устанавливаться вертикально.
Прерывистое движение проталкивающих лопастей может получаться при помощи какого-нибудь подходящего механизма, например, .храповика и собачки или зубчатой рейки и щестерни, причем нечетные лопасти А и С вращаются совместно, в то время как четные лопасти В и D остановлены в неподвижном положении и, наоборот, так, что привод этих двух групп лопастей сообщает им чередующееся движение для выполнения ими подавательных фаз двил ения. Приводный механизм этого рода изображен на фиг. 3, на которой показан ведущий вал 7/, приводящий во вращение при помощи передачи кулаковый диск 72, который действует на ролий 72 общий для двух рычажных механизмов, сообщающих качательное движение стопорным собачкам 75 и , обратное действие пружин 75 и М , причем эти собачки приходят в сцепление и расцепляются с размещенными в угловых расстояниях 90 зарубками на дисках 75 и 76, укрепленных на валах 77 и 18. От того же ведущего вала приводятся в действие эксцентрики 7Р и 20, которые сообщают качательное движение храповиковым собачкам 27 и 22, так что храповики на валах 77 и 75 поворачиваются всякий раз на небольшое угловое расстояние подачи, соответственно чему вращаются также и валы, выполняя в сумме четверть оборота между двумя положениями остановки, причем вал 77 застопоривается в то время, как вал J8 вращается и наоборот. Валы 77 и J8 сцеплены передачами 77 и 75 (фиг. 2) с валами проталкивающих органов А, С и соответственно В.
Как показано на чертеже, застопоривающие собачки 75 и М составляют одно целое с качающимися рычагами 75 и }4, имеющими криволинейные дорожки и М, которые взаимодействуют с роликами 2Ь и 22 на хвостовиках собачек 27 и 22. поворотно поддерживаемых плечами 27 и 221 на валах 77 и 78.
Шатуны 7.9 и 20 между эксцентриками 19 к 20 vi плечами 21 и 22 устроены телескопическими с включением сильных пружин, которые уступают появляющимся усилиям, позволяя эксцентрикам вращаться дальще, но без какого-либо действия, в случае защемления проталкивающих лопастей в их цилиндрах,; вследствие засорения материлом.
Условия, которым удовлетворять аппарат при пользовании им, меняются, конечно, в зависимости ог рода обрабатываемого материала. Если требуется, например, нагревать или высущивать, или подвергать той или другой обработке в.чажную или пластичную массу, аппарат можно подогревать до однообразной темпера туры или до температуры, постепенно возрастающей по его длине, приче.м нагревание можно производить снаружи, например, огнем, газовыми струями или паровой рубащкой, или же внутри, вводя в камеру горячий воздух, пар или иные газы.
Если масса входит в аппарат в горячем состоянии и должна быть в нем охлаждена, то охлаждение аппарата можно производить каким-либо способом, например, посредством рубащки, в которой протекает холодная вода или путем введения холодного воздуха или холодных газов внутрь аппарата. В том и другом случае
проталкивающие лопасти могут быть устроены пустотелыми для введения в них нагревательной или охлаждающей среды.
Проталкивающие лопасти можно делать из металла, бетона или другого материала, причем их скребущие выступы могут быть снабжены металлическими башмаками или иным образом допускать смену при изнашивании. Подобным же образом камера может быть устроена из огнеупорного кирпича или иного неметаллического материала или же может состоять из металла, снабженного соответствующей футеровкой.
Аппарат можно приспособить для обработки материала при повышенном или пониженном давлении, при одновременном нагревании или охлаждении.
Предмет изобретения.
1. Аппарат для тепловой обработки различных углеродсодержащих материалов с принудительным проталкиванием этих материалов через аппарат, отличающийся тем, что внутри аппарата установлены проталкива ющие лопасти (органы) A,B,C,D, имеющие форму барабанов b несколькими вогнутыми поверхностями, валы же этих барабанов расположены на таком расстоянии друг от друга, что траектории движения барабанов перекрещиваются.
2.Форма выполнения аппарата по п. 1, отличающаяся тем, что внутренние стенки аппарата имеют сводчатые части, габарит которых соответствует траекториям вращения выступов барабанов.
3.В аппарате по п. 1 применение приспособления для застопоривания нечетных барабанов, в то время как четным дается частичное движение и наоборот.
4.В аппарате по пп. 1--3 применение прорезов 9 в выступах барабанов и кулаков 10 на стенках аппарата, проходящих при вращении через прорезы 9 с целью очищения их и создания свободного пути для прохождения -воздуха и газов вдоль камеры аппарата. е
Фиг4ИГОс-: ;-;,...;..,К
vl,.
6
лхФиг:/ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Пишущая машина для шифрованной корреспонденции | 1929 |
|
SU27630A1 |
| МАШИНА ДЛЯ ОБДИРКИ, ЛУЩЕНИЯ, ПОЛИРОВАНИЯ И Т. П. ОБРАБОТКИ ЗЕРНОВЫХ ПЛОДОВ | 1924 |
|
SU4576A1 |
| Счетная машина | 1929 |
|
SU34204A1 |
| Устройство для управления работой табуляторных, счетных и т.п. машин | 1927 |
|
SU12239A1 |
| ПРОЦЕССЫ ЛАЗЕРНОГО СВЕРЛЕНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ УСТРОЙСТВ ФОРМИРОВАНИЯ МАТЕРИАЛА И ПЛЕНКИ | 1996 |
|
RU2151036C1 |
| Устройство для изготовления упаковочных коробок | 1974 |
|
SU662000A3 |
| Судовая аппарель | 1973 |
|
SU1207392A3 |
| ПАРЕНТЕРАЛЬНОЕ УСТРОЙСТВО | 1988 |
|
RU2074009C1 |
| МАШИНА ДЛЯ ШТЕМПЕЛЕВАНИЯ ПИСЕМ | 1936 |
|
SU51666A1 |
| Аппарат для сортирования и обезвоживания руд | 1925 |
|
SU2585A1 |