1
Изобретение относится к области станкостроения, а именно к технологии обработки глубоких отверстий, и может быть использовано на предприятиях, занимающихся выпуском труб для бурового оборудования, тяжелых роторов и других специальных изделий, где требуется изготавливать отверстия диаметром от 90 мм и выше любой длины.
Известны устройства для обработки глубоких отверстий больщих диаметров, используемых на специальных станках и имеющих многометровые точные станины и направляющие, агрегаты приводов и подач, подвижные и неподвижные люнеты, в которых обработка отверстия производится инструментальной головкой, которая крепится на борштанге, причем многометровая борштанга передает инструменту крутящий момент и воспринимает осевые усилия, возникающие в процессе обработки.
Недостатком известных устройств для обработки глубоких отверстий является то, что за счет нежесткости системы СПИД в процессе обработки глубокого отверстия возникают больщие погреи ности в геометрии получаемого отверстия и в его пространственном положении.
Цель изобретения - упростить конструкцию устройства и повысить точность обработки отверстий.
Указанная цель достигается тем, что механизм рабочей подачи устройства выполнен в виде двух или более опорных элементов, периодически взаимодействующих с обрабатываемым отверстием и последовательно перемещаемых вдоль оси отверстия, выполненных в виде корпусов, смонтированных на штанге, внутри которых расположены жестко связанные со штангой поршни, имеющие возмол ность вращения и возвратно-поступательного перемещения, на наружной поверхности которых размещена упругая обойма, разжимаемая под действием давления масла, поступающего в полость, образованную разжимной
упругой обоймой и канавкой на наружной поверхности корпуса, а также тем, что устройство снабжено заходной шахтой, выполненной в виде трубы, пристыковываемой к обрабатываемому изделию.
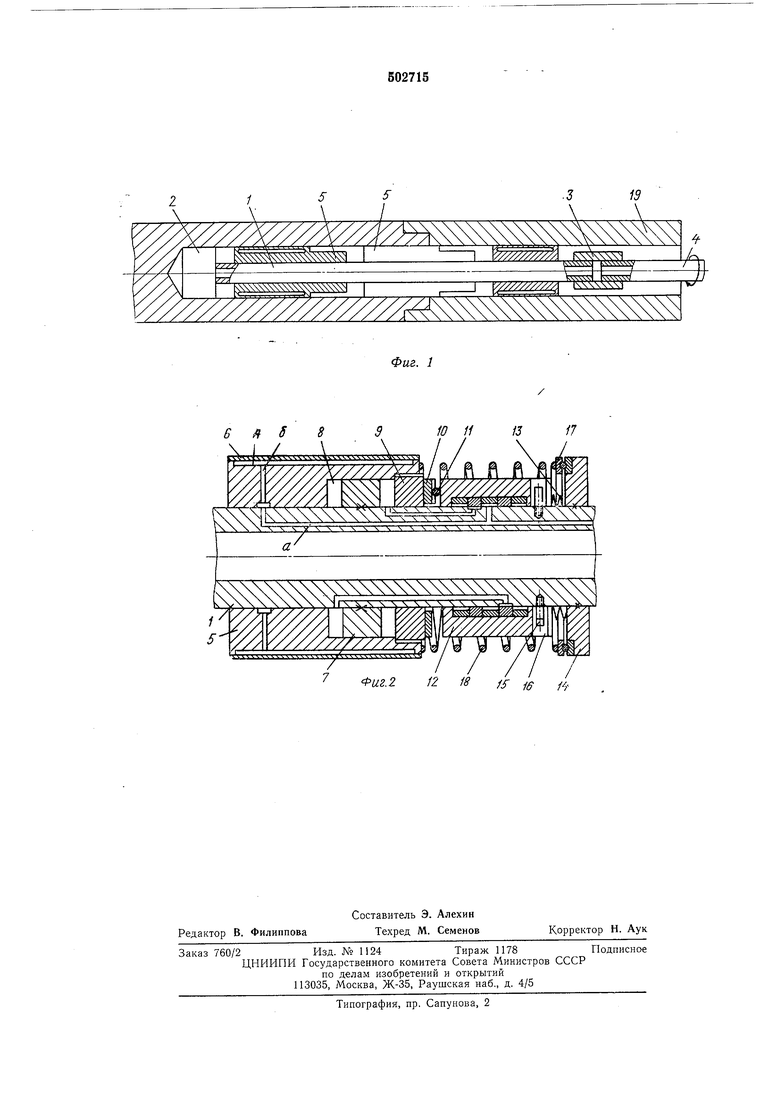
На фиг. 1 схематически изображено предлагаемое устройство для обработки глубоких отверстий и пристыкованная к изделию заходная шахта; на фиг. 2 - гидроусилитель опорного элемента, разрез.
Все узлы устройства базируются на штанге 1, на переднем конце которой закреплена инструментальная головка 2. Штанга 1 через муфту 3 соединена со штангой 4 привода вращения (на чертеже не показан). На штанге
1 смонтированы два опорных элемента 5, коФиг. 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Инструмент для обработки глубоких отверстий | 1981 |
|
SU975239A1 |
| УСТРОЙСТВО для АБРАЗИВНОЙ ОБРАБОТКИ ВНУТРЕННИХ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 1972 |
|
SU347173A1 |
| Инструмент для обработки глубоких отверстий | 1988 |
|
SU1583227A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБЫ НА ТРУБАХ НА УСТЬЕ СКВАЖИН | 2018 |
|
RU2679627C1 |
| УСТРОЙСТВО для ЗАТЯЖКИ и ОСВОБОЖДЕНИЯ КОНТАКТНЫХ ЗАЖИМОВ | 1973 |
|
SU390186A1 |
| МОБИЛЬНЫЙ РАСТОЧНО-НАПЛАВОЧНЫЙ КОМПЛЕКС | 2009 |
|
RU2421303C2 |
| Станок для обработки глубоких отверстий | 1985 |
|
SU1240510A1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Устройство для направления инструмента с подводом СОЖ к глубокосверлильным станкам | 1982 |
|
SU1093429A1 |
17
Ю 11 /J
