Изобретение относится к области станкостроения и .может использоваться при создании устройств для обработки внутренни.ч цилиндрических повер.хностей большого диаметра и длины, например внутренних иоверхностей крупных сосудов.
Известны устройства для абразивной обработки внутренних поверхностей тел вращения посредством рабочей головки, укрепленной на борштанге и подаваемой вдоль образующей обрабатываемой поверхности.
Недостатком таких устройств является отсутствие компенсации износа абразивного круга и невозможность ведения с их помощью обработки, при которой сохраняется равномерпая толщина стенок сосуда.
В предлагаемом устройстве рабочая головка, несущая абразивный инструмент, выполнена подвижной вокруг борштанги относительно жестко закрепленной на ней обоймы, несущей контакты систе.мы электроуправления приводом радиальной подачи. С контактами взаимодействует укрепленная на рабочей головке ламель при изменении ее углового положения на заданную величину за счет сил трения между инструментом и изделием.
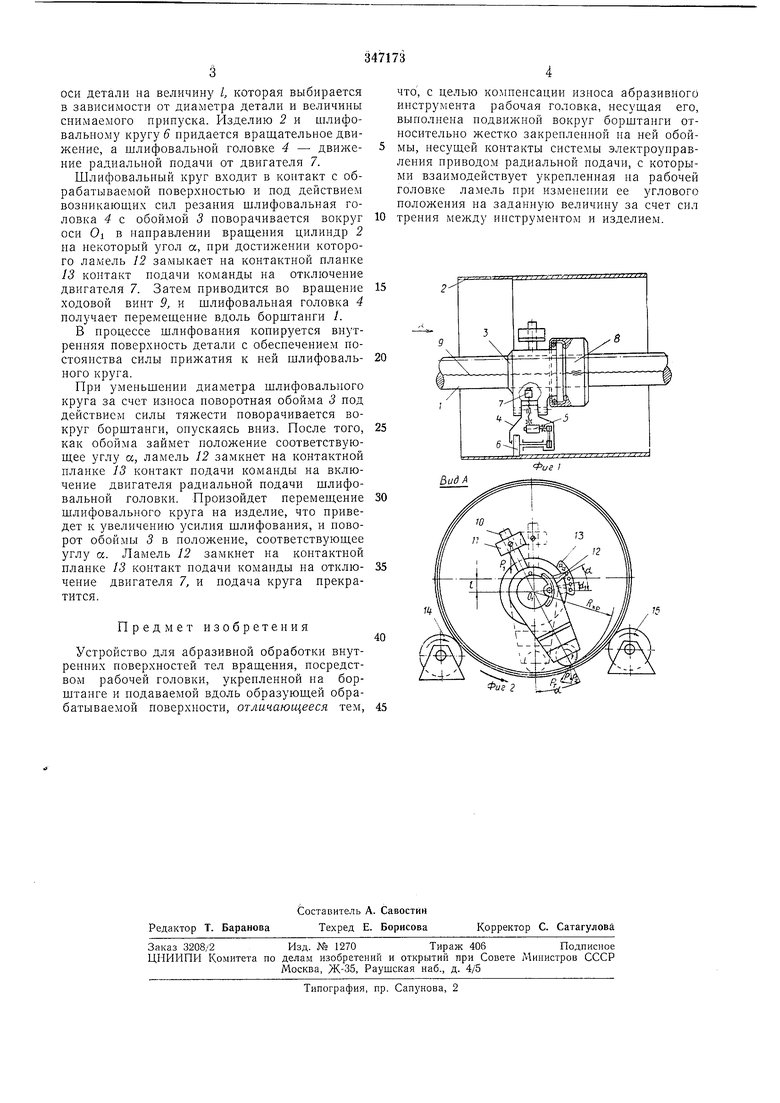
На фиг. 1 дана конструктивная схема предлагаемого устройства, вид сбоку, в разрезе; на фиг. 2 - вид по стрелке А на фиг. 1.
которой расположена с эксцентриситетом / относительно обрабатываемого цилиндра 2.
На борштанге установлена новоротная обойма 5, в нижней части которой на направляющих смонтирована шлифовальная головка 4 с приводом 5 шлифовального круга 6.
Радиальные перемещения шлифовальной головки 4 осуществляются двигателем 7 подач, установленным на поворотной обойме 3. Поворотная обойма через упорный нодшинник соединена с подвижной обоймой 8, перемещающейся вдоль борштанги при вращении ходового винта 9. Последний приводится во вращение специальным приводом (на чертеже не показан).
Поворотная обойма 3 снабжена штангой 10, на которой закреплен груз 11. Перемещением груза но штанге осуществляется регулировка силы прижатия щлифовального круга и обрабатываемой поверхности при повороте обоймы на угол а.
На новоротной обойме 3 закреплена ламель 12, взаимодействующая с закрепленной на обой.ме 8 контактной планкой 13, связанной с приводом подач.
Обрабатываемый цилиндр 2 с участками наружной обрабатываемой поверхности устанавливается на ролики 14 и 15, приводимые во вращение от специального привода.
оси детали на величину /, которая выбирается в зависимости от диаметра детали и величины снимаемого припуска. Изделию 2 и шлифовальному кругу 6 придается вращательное движение, а шлифовальной головке 4 - движение радиальной подачи от двигателя 7.
Шлифовальный круг входит в контакт с обрабатываемой поверхностью и под действием возникающих сил резания шлифовальная головка 4 с обоймой 5 поворачивается вокруг оси Oi в направлении вращения цилиндр 2 на некоторый угол а, при достижении которого ламель 12 замыкает на контактной планке 13 контакт подачи команды на отключение двигателя 7. Затем приводится во вращение ходовой винт 9, и шлифовальная головка 4 получает перемещение вдоль борштанги /.
В процессе шлифования копируется внутренняя поверхность детали с обеспечением постоянства силы прижатия к ней щлифовального круга.
При уменьшении диаметра шлифовального круга за счет износа новоротная обойма 3 под действием силы тяжести поворачивается вокруг борштанги, оиускаясь вниз. После того, как обойма займет положение соответствующее углу а, ламель 12 замкнет на контактной планке 13 контакт подачи команды на включение двигателя радиальной подачи шлифовальной головки. Произойдет перемещение шлифовального круга на изделие, что приведет к увеличению усилия шлифования, и поворот обоймы 3 в положение, соответствующее углу а. Ламель 12 замкнет на контактной планке 13 контакт нодачи команды на отключение двигателя 7, и нодача круга прекратится.
Предмет изобретения
Устройство для абразивной обработки внутренних поверхностей тел вращения, посредством рабочей головки, укрепленной на борштанге и подаваемой вдоль образующей обрабатываемой поверхности, отличающееся тем,
что, с целью компенсации износа абразивного инструмента рабочая головка, несущая его, выполнена подвижной вокруг борштанги относительно жестко закренленной на ней обоймы, несущей контакты системы электроуправления нриводом радиальной подачи, с которыми взаимодействует укрепленная на рабочей головке ламель при изменении ее углового положения на заданную величину за счет сил трения между инструментом и изделием.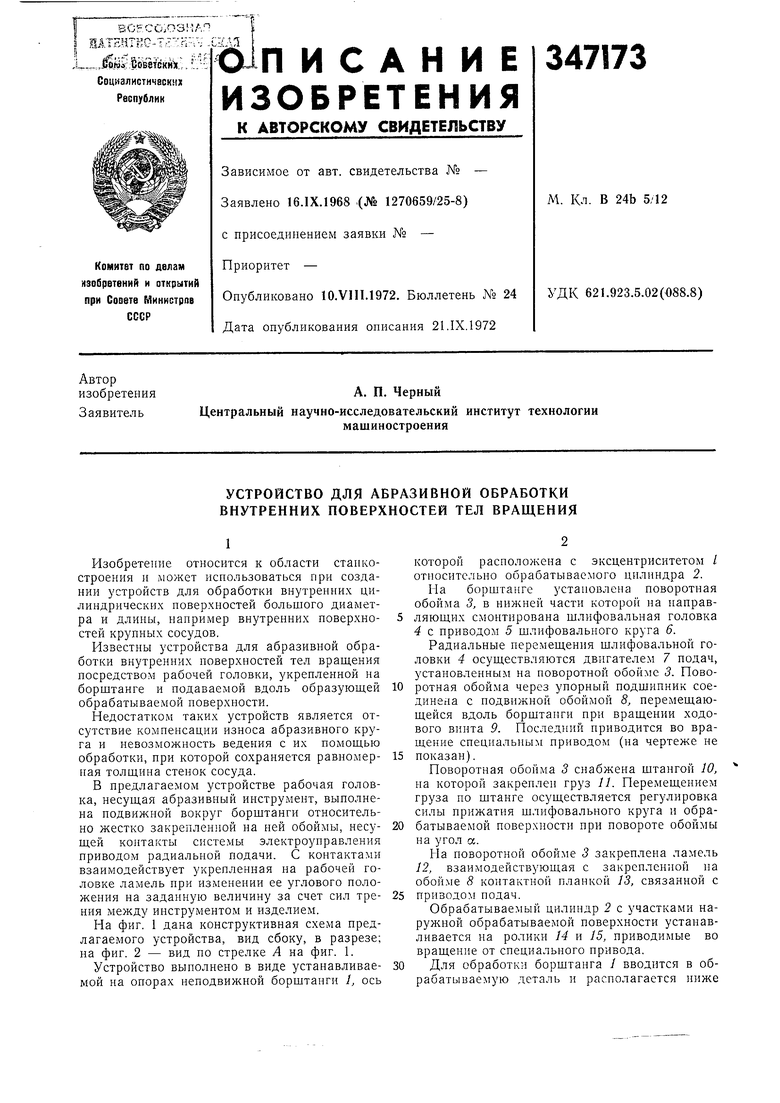
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для шлифования торцов витых пружин | 1981 |
|
SU975341A1 |
| ЭКСЦЕНТРИКОВАЯ ШЛИФОВАЛЬНАЯ МАШИНА | 2007 |
|
RU2464151C2 |
| Автоматический станок для шлифования желобков у внутренних колец шарикоподшипников | 1938 |
|
SU57463A1 |
| ЛЕНТОЧНОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИИ | 1973 |
|
SU395239A1 |
| Шпиндель шлифовального круга | 1978 |
|
SU753620A1 |
| Устройство для шлифования криволинейных поверхностей | 1971 |
|
SU500037A1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ВАЛОВ | 2001 |
|
RU2196662C1 |
| Устройство для обработки трохо-идальных поверхностей" | 1972 |
|
SU454987A1 |
