Изобретение относится к металлооработке и может найти применение в станках для глубокого сверления и расточки.
Цель изобретения - повьшение про изводительности путем увеличения поперечной жесткости инструмента.
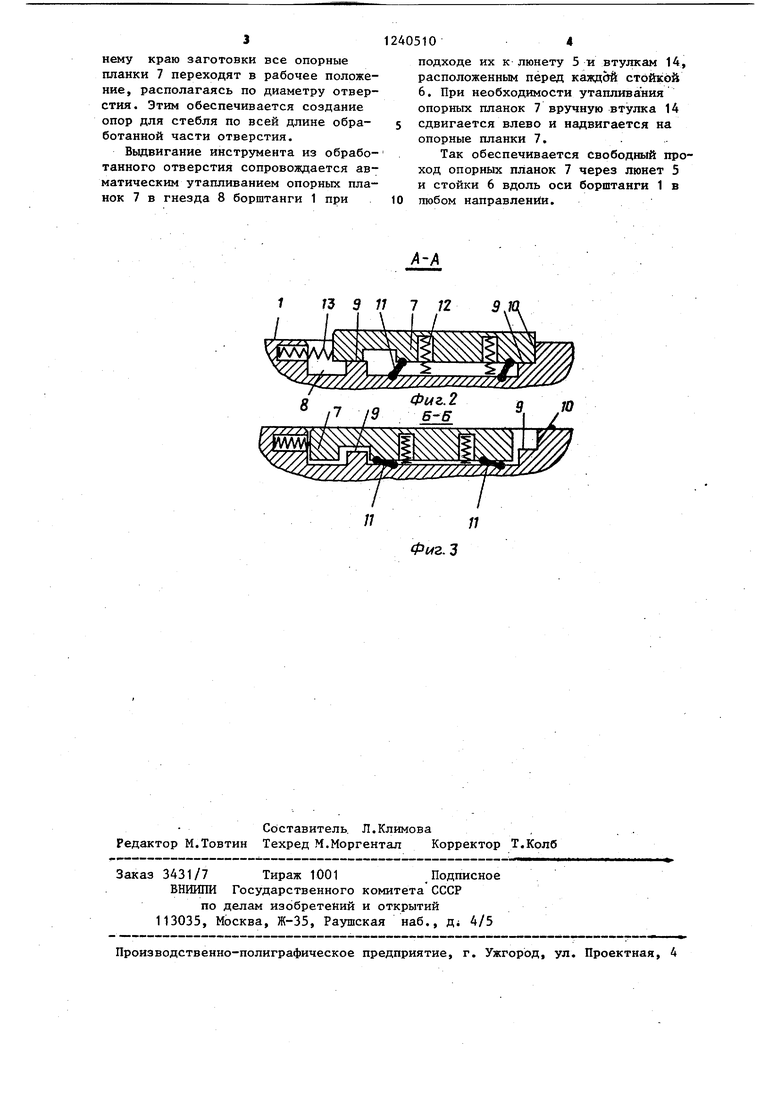
На фиг. 1 изображен станок,общий вид; на фиг 2 - разрез А-А на фиг. 1 (опорная планка в рабочем по ложении); на фиг. 3 - разрез В-Б на фиг. 1 (опорная планка в нерабочем положении).
Станок для .обработки глубоких отверстий содержи;т борштангу 1 с ин- струментальной головкой 2, выполненной с направлякицими шпонками 3 с базовой поверхностью.
Для направления борштанги 1 предназначены маслоприемник 4, люнет 5 и стойки 6.
Борштанга 1 снабжена опорными планками 7, расположенными в гнезда 8 с возможностью установки в два положения: в рабочее положение, при котором их наружные поверхности совмещаются с базовой поверхностью направляющих шпонок 3, и в нерабочее положение, когда их наружные поверхности совмещаются с наружной поверх ностью борштанги 1.
В рабочем положении опорные план устанавливаются на опорные площадки 9, выполненные в гнезде 8 борштанги
1. Для продольного упора опорной пл
ки в зтом положении служит торец 1 гнезда 8 борщтанги 1. В гнезде 8 борштанги 1 смонтирован механизм автоматической перестановки опорной стеблевой планки 7 с шарнирным параллелограммом, звеньями которого служи сама опорная планка 7,дно гнезда 8 . борштанги 1 и два шарнирных рычага 11, связывающие их между собой. Кроме того, предусмотрены пружины радиального отжатия 12 опорной планки 7 и пружина 13 ее продольного отжатия.
Для фикса1,ии опорных планок 7 в нерабочем положении, что необходимо для входа их в люнет 5 и стойки 6 при продвижении инструмента в направлении подачи, предусмотрены втул-. ки 14, установленные с возможностью осевого перемещения на борштанге 1 и размещенные между люнетом 5 и каждой последующей стойкой 6.
Станок работает следунщим образом
Перед началом обработки инструмен тальная головка 2 находится в масло- приемнике 4 люнета 5, все опорные планки 7 зафиксированы в нерабочем положении втулками 14.
В процессе подачи инструментальная головка 2 входит в обрабатьюае- мое отверстие и направляется по нему направляющими шпонками 3, а первый комплект утопленных в гнезда 8 борштанги 1 опорных планок 7 вдвигается в маслоприемник люнета 5, выдвигаясь из втулки 14, остающейся перед люнетом 5.
При дальнейшем продвижении инструмента первые опорные планки 7 выходят в свободное пространство мас лоприемника перед передним краем заготовки,под действием пружин радиального и осевого отжатия 12 и 13 автоматически перечисляются в рабочее положение с переносом их шарнирными рычагами и устанавливаются на опорные площадки 9 гнезда В борштан- ;:и 1 с упором в его торец 10.Входя в обработанный участок отверстия, опорные планки 7 центрируют борштангу 1 в нем с созданием опоры на поверхность отверстия и повьш1ают поперечную и продольную жесткость инструмента, опирающегося теперь и на направляющие шпонки 3 инструментальной головки 2, и на опорные планки
Втулка 14 после выхода из нее опор ных планок 7 в маслоприемнике сдвигается вручную по борштанге 1 вправо к соседней стойке 6 и при выдвигании из последней следующих опорных планок 7 надвигается на них, фиксируя их в нерабочем положении (втулку 14 следует надвигать на опорные планки 7 до полного их выхода из стойки 6, не допуская их выдвижения в рабочее по- ложерие). Точно так же втулки 14 опорных планок 7 сдвигаются к каждой следующей стойке 6 от предьщущей стойки 6 с фиксацией в нерабочем положении выдвигающихся из стоек 6 опорных планок 7. Благодаря такой последовательности сдвига втулок 14 опорные планки 7, расположенные за пределами обрабатьгоаемого отверстия, постоянно сохраняют утопленное в гнезда 8 борштанги 1 положение и беспрепятственно проходят через люнет 5 и стойки 6.Подходя к переднему краю заготовки все опорные планки 7 переходят в рабочее положение, располагаясь по диаметру отверстия. Этим обеспечивается создание опор для стебля по всей длине обработанной части отверстия.
Выдвигание инструмента из обработанного отверстия сопровождается ав- матическим утапливанием опорньк планок 7 в гнезда 8 борштанги 1 при
2405104
подходе их к- люнету 5 и втулкам 14, расположенным перед каждой стойкой 6, При необходимости утаплива:ния опорных планок 7 вручную втулка 14
5 сдвигается влево и надвигается на опорные планки 7.
Так обеспечивается свободный проход опорных планок 7 через люнет 5 и стойки 6 вдоль оси борштанги 1 в
10 любом направлении.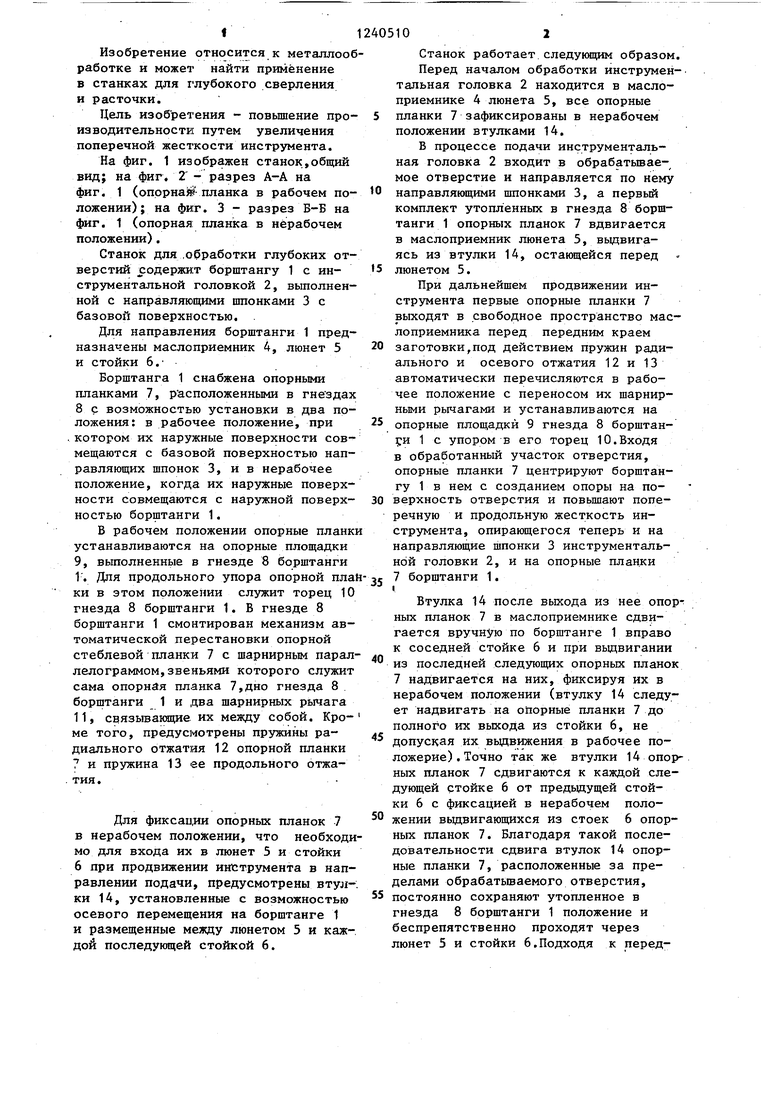
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| Расточный станок | 1990 |
|
SU1763102A1 |
| Двухшпиндельный станок для глубокого сверления | 1985 |
|
SU1268310A1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ БОЛЬШИХ ДИАМЕТРОВ В ДЛИННОМЕРНЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЯХ | 2004 |
|
RU2279330C2 |
| Стенд для измерения радиального перемещения инструмента | 1978 |
|
SU781026A1 |
| УСТРОЙСТВО ДЛЯ СВЕРЛЕНИЯ ГЛУБОКИХ ОТВЕРСТИЙ | 2005 |
|
RU2288812C1 |
| Станок для обработки глубоких отверстий | 1980 |
|
SU994150A2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ГЛУБОКОГО ОТВЕРСТИЯ В ТРУБНОЙ ЗАГОТОВКЕ | 2014 |
|
RU2552616C1 |
| Борштанга с направляющим узлом | 1981 |
|
SU1006086A1 |
| Станок для обработки глубоких отверстий | 1980 |
|
SU994148A1 |

Составитель. Л.Климова Редактор М.Товтин Техред М.Моргентал Корректор Т.Колб
Заказ 3431/7 Тираж 1001 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг.З
| Станок для расточки глубоких сквозных отверстий | 1981 |
|
SU956173A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
