Для изготовления втулок методами металлокерамики обычно применяются металлические порошки, прессуемые гидравлическим или механическим прессом в металлических прессформах. В случае необходимости изготовить удлиненные втулки трудно получить однородную плотность по длине втулки при одностороннем прессовании; применение же двустороннего прессования в значительной степени усложняет конструкцию прессформ и устройство прессов. Настоящее изобретение имеет целью устранить отмеченные затруднения. Достигается это тем, что длинные втулки, независимо от формы их сечения, изготовляются составными из отдельных колец, сопрягающихся друг с другом по кривым поверхностям.
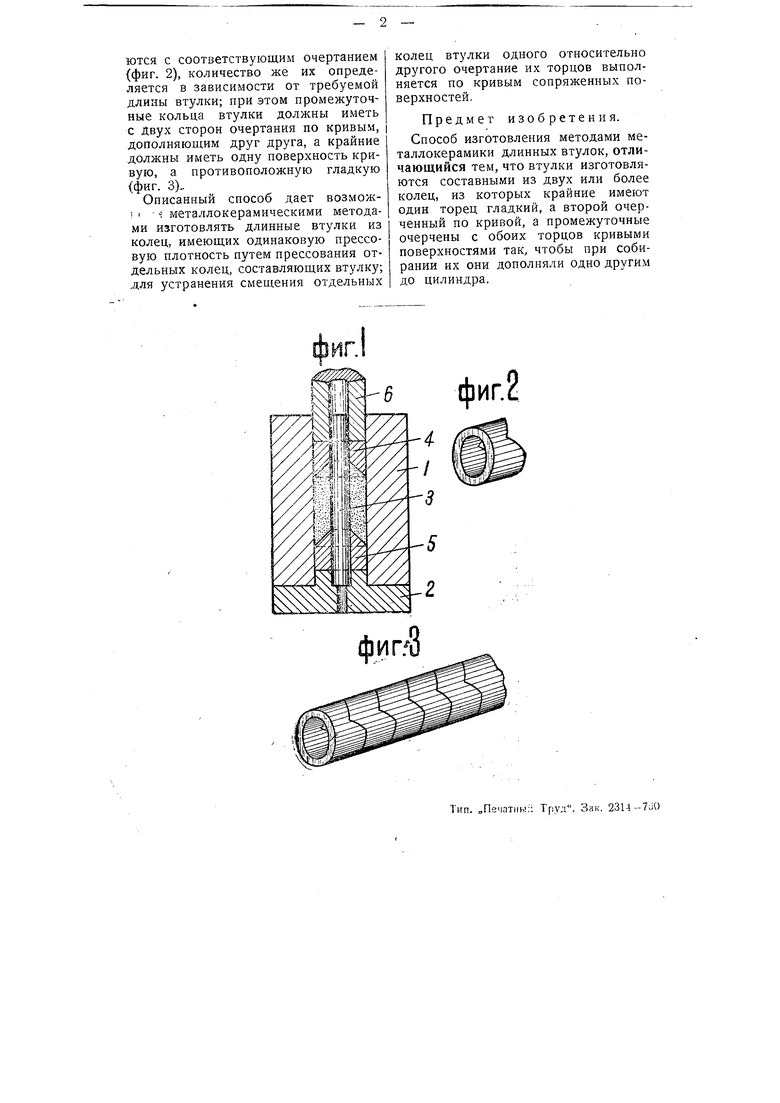
На чертеже фиг. 1 изображает разрез прессформы, предназначенной для изготовления отдельных колец втулок; фиг. 2-отдельное кольцо втулки; фиг. 3-втулку в собранном виде.
Прессформа для прессования отдельных звеньев длинной втулки состоит из массивного стального стакана 7 (фиг. 1), имеющего внутри
канал, поперечный размер которого соответствует наружным размерам изготовляемой втулки; нижняя часть стакана / снизу Илмеет съемное дно 2, вставляемое в канал стакана 7 и несущее сердечник 3, имеющий форму сечения и размеры, соответствующие внутренним размерам и очертанию втулки. На сердечник надеваются кольца 4 и 5, причем очертание кольца 4 может быть выполнено в виде граней (фиг. 2) или ограничено с обеих сторон параллельными плоскостями (фиг. 3), кольцо же 5 долншо иметь одну поверхность, ограниченную горизонтальной плоскостью, а другую-по кривой, соответствующей кривой поверхности кольца 4.
Перед прессованием кольцо 5 укладывается на съемное дно 2 прессформы гладкой стороной; на него засыпается порошкообразная шихта, прикрываемая кольцом 4; прессование производится давлением на кольцо 4. Спрессованная втулка выталкивается из прессформы обычным путем. При выталкивании изготовленной части втулки одновременно выталкиваются кольца 4 и 6, которые легка отделяются от втулки. Спрессованные кольцевые части втулки получа
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ армирования металлокерамических изделий | 1939 |
|
SU57024A1 |
| Способ получения карбидов бора | 1936 |
|
SU48255A1 |
| Способ термической обработки изделий из карбида бора | 1937 |
|
SU54903A1 |
| Способ получения карбида бора | 1936 |
|
SU50966A1 |
| ПРЕССФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ТРУБОК | 1945 |
|
SU69486A1 |
| Приспособление для изготовления втулок для выпускных отверстий тиглей | 1926 |
|
SU5960A1 |
| Устройство для наполнения емкостей | 1977 |
|
SU683996A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ДРЕВЕСИНЫ ДЕТАЛЕЙ ТИПА ВТУЛОК, КОЛЕЦ и т. п. | 1967 |
|
SU190546A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2005 |
|
RU2299121C1 |
| Способ изготовления деталей из материалов с неупорядоченной структурой | 1980 |
|
SU902947A1 |
