Предлагаемое изобретение относится к деревообработке и может быть использовано для получения изделий из модифицированной древесины, например подшипников скольжения, половых торцовых шашек и др.
Известна линия для изготовления втулок из модифицированной древесины, включающая устройство для прессования втулок, приемник-обойму, подающие и транспортирующие устройства (см. а.с. №1542809, кл. В27M 1/02, 1988 г.).
Недостатком линии является применение устройства контурного прессования втулок, которое не позволяет прессовать втулки с радиальным расположением волокон, так как при прессовании вкладышей из древесины при переходе их из цилиндрической части устройства в конусную и наоборот наблюдается появление трещин и частое разрушение вкладышей из древесины и самих втулок, а применяемый прессующий сердечник-пуансон при прессовании часто выходит из строя из-за поломки или заклинивания его подвижных элементов за счет защемления древесной заготовки.
Известно устройство для изготовления антифрикционных материалов на основе древесины, выбранное в качестве прототипа, включающее камеру контурного прессования, обойму-приемник стабилизации размеров, подающее и транспортирующее устройства (см. а.с. №506993, кл. В27K 3/10, В27М 1/02, В29J 5/00, 1974).
Недостатком устройства является применение камеры контурного прессования, которая имеет вышеуказанные недостатки, а камера стабилизации размеров втулок выполнена как одно целое с ротором, служащим одновременно для транспортировки и сушки втулок из древесины, что требует организации отдельного обогрева каждой секции камеры с одновременной стабилизацией размеров и ведет к увеличению потерь тепла. При изменении размеров втулок изменяется время стабилизации, что связано с изменением скорости прессования или увеличением размера камеры стабилизации, ротора и устройства в целом.
Задача, на решение которой направлено изобретение, - повышение качества выпускаемых изделий и уменьшение габаритных размеров устройства.
Для решения этой задачи в устройстве для изготовления изделий из модифицированной древесины, включающем станину, верхнюю траверсу с гидроцилиндром, среднюю траверсу с установленной на ней камерой прессования и нижнюю траверсу с камерой стабилизации размеров изделий, согласно изобретению камера прессования состоит из размещенной между основанием и крышкой обоймы в виде правильной призмы с центральным отверстием под диаметр изделия, во внутренних углах которой шарнирно закреплены толкатели с выступами, взаимодействующими с прямолинейными пазами в основании и крышке, расположенными под углом к радиусу, при этом средняя траверса имеет центральное отверстие, диаметр которого соответствует диаметру получаемых изделий, а камера стабилизации размеров выполнена в виде установленных на нижней траверсе механизмов подачи и удаления сменных обойм и их перемещения по вертикали. С целью повышения качества продукции под основанием обоймы расположено стопорное устройство с опорной шайбой в центральном отверстии основания.
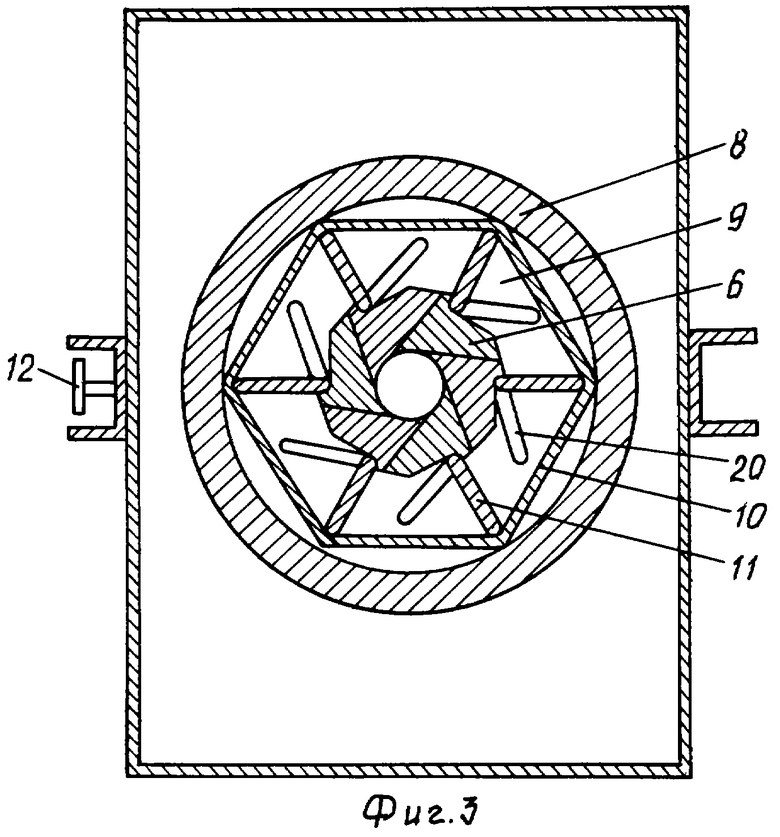
На фиг.1 показано устройство для изготовления изделий из модифицированной древесины, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.3 - разрез В-В на фиг.1; на фиг.4 - разрез Б-Б на фиг.1.
Установка содержит верхнюю траверсу 1, на которой закреплен вертикальный гидроцилиндр 2, среднюю траверсу 3, имеющую центральное отверстие, соосно с которым закреплено конусное кольцо фиксации обойм 4, камеру прессования, состоящую из обоймы 5, вкладышей 6, толкателей 7, опорное кольцо 8, стопорное устройство 9 (состоящее из обоймы 10, толкателей 11, вкладышей 12) и опорную шайбу 13.
На опорном кольце 8 средней траверсы 3 установлена камера прессования, состоящая из обоймы 5, в виде правильной призмы, вкладышей 6 и толкателей 7, шарнирно соединенных между собой. Толкатели 7 снабжены выступами 14, взаимодействующими с прямолинейными пазами 15, которые расположены в основании 16 и крышке 17. Для поворота обоймы 5 на средней траверсе расположены два силовых гидроцилиндра 18, штоки которых шарнирно соединены с обоймой 5.
На средней траверсе 3 под основанием 16 расположено стопорное устройство, состоящее из обоймы 10, в виде правильной призмы, вкладышей 12 и толкателей 11, шарнирно соединенных между собой. Толкатели 11 снабжены выступами 19, взаимодействующими с прямолинейными пазами 20, которые расположены в нижней части основания 16 и средней траверсе 3 под углом к радиусу.
На вкладышах 12 расположена опорная шайба 21. На нижней траверсе 22 установки смонтированы механизм подачи и удаления сменных обойм 23, выполненный в виде ротора 24 с приводом, состоящим из конической пары шестерен 25 и штурвала 26, механизм перемещения сменных обойм по вертикали, включающий верхний храповик 27 и нижний храповик 28. Для удаления сменных обойм служит наклонный желоб 29.
Установка работает следующим образом.
Вкладыши 12 стопорного устройства через обойму 10 и толкатели 11 сводят до состояния, когда они образуют отверстие меньше центрального отверстия основания 16. На выступающие части вкладышей 12 устанавливают опорную шайбу 21, которая закрывает центральное отверстие основания 16. Заготовку в виде призмы из элементов натуральной древесины вручную или манипулятором (не показано) помещают в камеру прессования, закрепленную на средней траверсе 3 установки.
Штоком гидроцилиндра 2 закрывают отверстие крышки 17. Под действием двух горизонтально расположенных силовых гидроцилиндров 18 обойма 5 камеры прессования поворачивается на определенный угол, зависящий от размеров заготовок и готовой детали, и приводит в движение толкатели 7. При этом выступы 14 скользят в прямолинейных пазах 15 основания 16 и крышки 17.
Толкатели 7, перемещаясь к центру, действуют на вкладыши 6, которые сходятся к центру и уплотняют заготовки из древесины в радиальном направлении с формообразованием детали (втулки). При этом шток гидроцилиндра 2 и опорная шайба 21, закрывая отверстия крышки 17 и основания 16, предотвращают разрушение краев детали, обеспечивая этим высокое качество детали. Обойма 23, поданная к захвату ротора при помощи штурвала 26 и конической пары шестерен 25, ротором 24 устанавливается на верхний храповик 27.
При повороте верхнего храповика 23 относительно оси на определенный угол, зависящий от зазора между верхней частью обоймы 23 и нижней частью средней траверсы 3, при скольжении наклонных плоскостей верхнего храповика 23 по наклонным плоскостям нижнего храповика 29 обойма 23 поднимается вверх и вводится в зацепление с конусным кольцом фиксации обоймы 4, за счет чего обойма 23 центрируется относительно оси отверстия средней траверсы 3 и камеры прессования и устраняется зазор между обоймой 23 и средней траверсой 3.
Через рычаг (не показан) обойма 10 стопорного устройства поворачивается, и вкладыши 12 расходятся, увеличивая отверстие до нужного диаметра спрессованной заготовки.
Под действием штока вертикального гидроцилиндра 2 спрессованное изделие (втулка) вместе с опорной шайбой 21 перепрессовывается в обойму 23. Шток вертикального гидроцилиндра 2 возвращается в исходное положение. Одновременно храповик 15 также возвращается в исходное положение. При этом обойма 23 вместе с впрессованным в нее изделием (втулкой) сдвигается в наклонный желоб 29, по которому она поступает в накопитель (не показан) и далее на термообработку, а на верхний храповик 27 устанавливается новая обойма 23.
Применение предлагаемой установки за счет использования сменных прессующих вкладышей 9 в камере прессования позволяет расширить технологические возможности установки и изготовлять втулки всех видов (с радиальным расположением волокон, двухслойные, контурного прессования) и сплошных стержней с различной формой сечения, например торцовые шашки (круглой, квадратной, шестигранной формы).
За счет равномерного прессования деталей по всей их длине повышается качество спрессованных деталей, особенно втулок с радиальным расположением волокон, так как при прессовании таких втулок через конус, в особенности при переходе уже спрессованных заготовок из конусной части прессующего устройства в цилиндрический приемник-обойму, в древесине возникают кольцеобразные трещины, вызывающие разрушение втулок.
Кроме того, применение камеры прессования позволяет прессовать детали большой длины, тогда как при прессовании через конус заготовки из натуральной древесины теряют устойчивость и разрушаются.
Раздельное изготовление обоймы 23 от ротора 24 делает невзаимосвязанными процессы изготовления изделий из древесины и их термообработки, что упрощает технологический процесс, а также уменьшает размеры ротора, установки и тепловые потери.
Применение роторного устройства с опорной шайбой 21 с применением штока гидроцилиндра 2 обеспечивает высокое качество детали (втулки) при ее прессовании.
Применение специального храпового зацепления за счет перемещения верхнего храповика 27 относительно нижнего храповика 28 обеспечивает централизацию обоймы 23 относительно центрального отверстия средней траверсы 3 и спрессованного изделия в камере прессования и устранение зазора между обоймой 23 и нижней плоскостью средней траверсы 3, что сохраняет высокое качество спрессованного изделия из древесины при его перепрессовке из камеры прессования в обойму 23.
Опытный образец предлагаемой установки изготовлен в НПЦ «Восмоддрев» при Воронежской государственной лесотехнической академии, где проходят ее производственные испытания.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ИЗ ДРЕВЕСНЫХ ЭЛЕМЕНТОВ И ПРЕСС-МАСС | 1991 |
|
RU2028940C1 |
| Устройство для изготовления цииндрических изделий из древесных элементов и пресс-масс | 1989 |
|
SU1701524A1 |
| ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ КОРНЕЙ СОЛОДКИ | 2000 |
|
RU2192735C2 |
| УСТРОЙСТВО ДЛЯ ПОГРУЗКИ КИП СПРЕССОВАННОГО ЛЕКАРСТВЕННОГО СЫРЬЯ В КРУПНО-, СРЕДНЕ- И МАЛОТОННАЖНЫЕ КОНТЕЙНЕРЫ | 1999 |
|
RU2150394C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ, ПРЕИМУЩЕСТВЕННО ИЗ КОРНЕЙ И КОРНЕВИЩ ЛАКРИЦЫ | 1999 |
|
RU2161090C1 |
| ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ КОРНЕВОЙ МАССЫ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 2000 |
|
RU2171567C1 |
| СПОСОБ ГОРЯЧЕГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА И УСТРОЙСТВО (ВАРИАНТЫ) ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2140355C1 |
| СПОСОБ ПОЛУЧЕНИЯ ВТУЛОК ИЗ ДРЕВЕСИНЫ | 1992 |
|
RU2041805C1 |
| КАЛИБРОВОЧНЫЙ СТАНОК | 1996 |
|
RU2094147C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |


Изобретение относится к деревообработке и может быть использовано для получения изделий из модифицированной древесины, например подшипников скольжения, половых торцовых шашек и др. Устройство для изготовления изделий из модифицированной древесины включает станину, верхнюю траверсу с гидроцилиндром, среднюю траверсу с установленной на ней камерой прессования и нижнюю траверсу с камерой стабилизации размеров изделий. Камера прессования состоит из размещенной между основанием и крышкой обоймы в виде правильной призмы с центральным отверстием под диаметр изделия, во внутренних углах которой шарнирно закреплены толкатели с выступами, взаимодействующими с прямолинейными пазами в основании и крышке, расположенными под углом к радиусу. Средняя траверса имеет центральное отверстие, диаметр которого соответствует диаметру получаемых изделий, а камера стабилизации размеров выполнена в виде установленных на нижней траверсе механизмов подачи и удаления сменных обойм и их перемещения по вертикали. Под основанием обоймы расположено стопорное устройство с опорной шайбой в центральном отверстии основания. Изобретение уменьшает габариты устройства, повышает качество выпускаемых изделий. 1 з.п. ф-лы, 4 ил.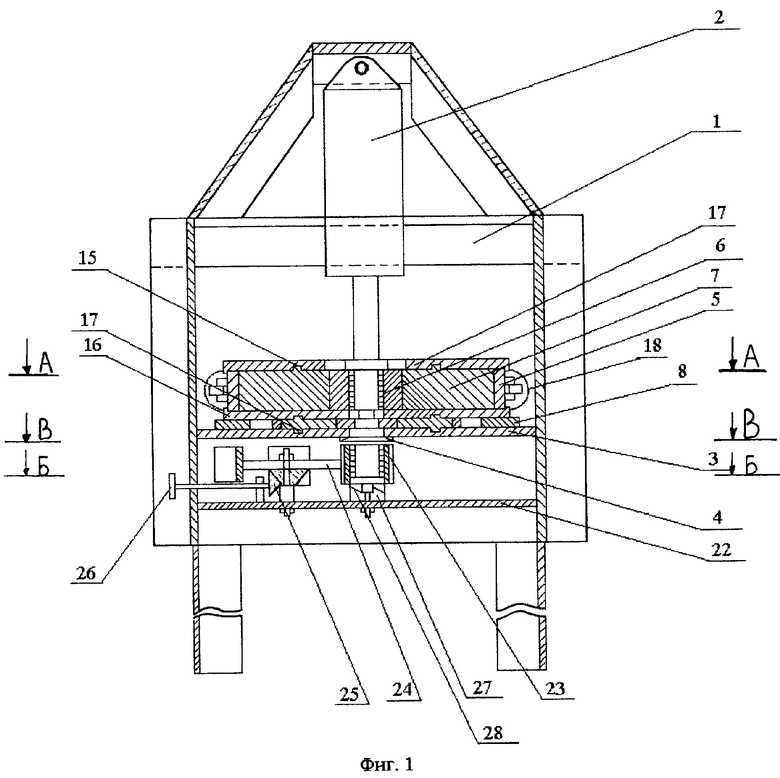
| Устройство для изготовления антифрикционных материалов на основе древесины | 1974 |
|
SU506993A1 |
| SU 1542809 A1, 15.02.1990 | |||
| Способ получения модифицированной древесины | 1983 |
|
SU1144883A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ БРУСКОВ ИЗ МОДИФИЦИРОВАННОЙ ДРЕВЕСИНЫ | 2003 |
|
RU2238844C1 |
| DE 2952145 A1, 30.10.1980. | |||

