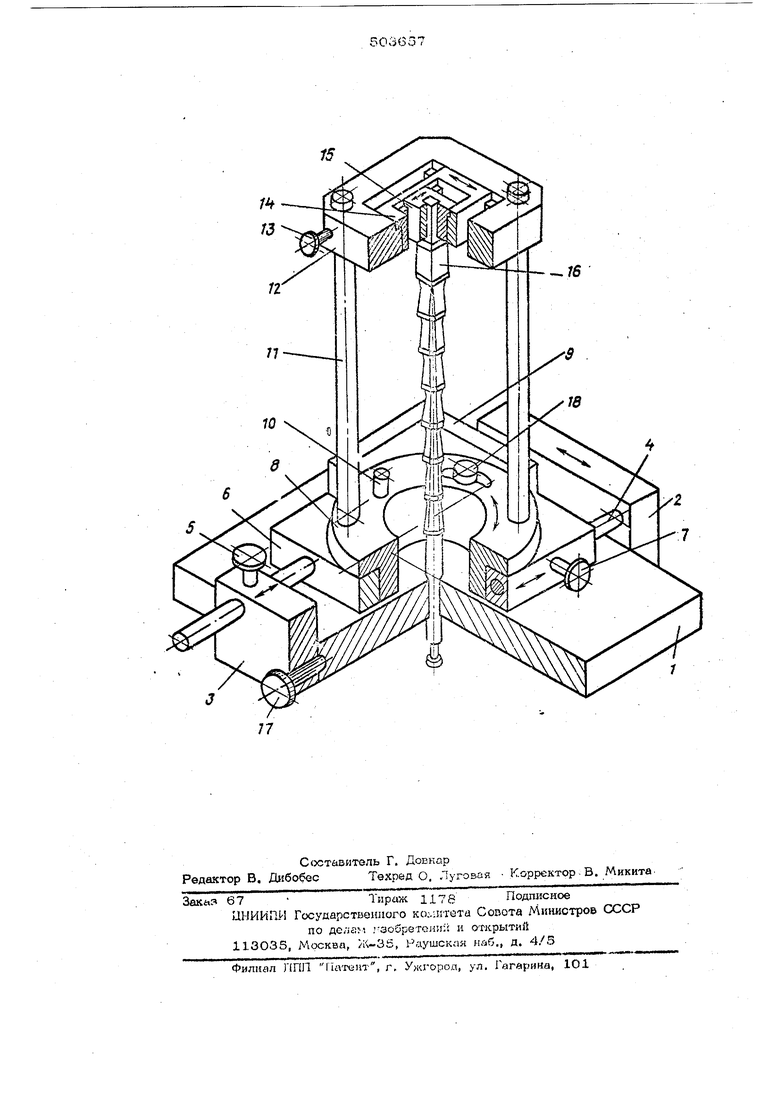
ке 14 - со свободой перемещения перпендщсулярио направленшо ее перемещения iffepeTKa flSt в которой закреплена задней замков1Эй ядотью протяжка 16. Винт 17 олужит адгя закрепленияустройства на детада а винт 18-для закрепления синусного даскд 8 на каретке 6. Обрабатываемую деталь 1 помещают .на ;(т,ол протяжного станка. Подвижную ;да«ку 3 отодвигают от неподви5кной щеки 2 на , величину, превышающую щирину детали Устройство устанавливают на стол так, чтобы деталь 1 находилась между щеками 2 и 3, Щеку 3 по направляющим 4 перемещают до соприкосновения щек 3 и 2 с противоположными сторонами детали 1 и щеку 3 закрепляют на направляющих 4 винтом 5. Центр синусного диска 8 визуально совмещают с центром предварительного отверютия в детали 1, передвигая вручную устройство относительно детали 1 а каретку 6 - по направляющим 4. После этого устройство винтом 17 жестко закрепляют на детали 1. Известным способом синусный диск 8 с помощью плоскопа- раллельных концевых мер длины (плитсяс Иогансона), помещаемых между пальцем 1 и одной из сторон угольника 9, устанавливают на заданный угол и закрепляют на каретке 6 винтом 18, Заднюю замковую часть протяжки 16 вставляют в гнездо каретки 15, а ее переднюю замковую част через предварительное отверстие в детали 1 - в тяговый патрон протяжного станка, не показанного на чертеже. При введении протяжки передней направляющей в пре варительное отверстие детали 1 каретка 15, перемещаясь в горизонтальной плоско сти в каретке 14, которая, в свою очередь, перемещается в горизонтальной плоскости перпендикулярно направлению движения каретки 15 в рамке 12, автоматически вводит переднюю направляющую часть протяжки 16 в предварительное отверстие детали 1 и совмещает ось протяжки 16 с осью предварительного отверстия. Рамку 12 закрепляют винтом 13 на колонках 11 и включают станок для движения протяжки. После врезания первых зубьев протяжки в металл задняя замковая часть выходит из гнезда каретки 15 и протяжка 16 в сориентированном по углу и оси состоянии образует прямоугольного отверстия в обрабатываемой детали, Формулаизобретени, я Устройство для протягивания прямоугольных отверстий по предварительно обработанным круглым отверстиям, содержащее крепежные элементы для жесткого соединения с обрабатываемой деталью, отличающееся тем, что, с целью обработки отверстий, расположенных под заданным углом и на различном расстоянии относительно сторон обрабатываемых деталей разных габаритов, крепежные элементы выполнены в виде двух щек, соединенных направляющими, на ко1юрых установлена каретка, несущая делительный механизм . с подвижной и вертикальном направлении рамкой, внутри которой размещены одна в другой дво каретки, перемещаемые в горизонтальной плоскости во взаимно перпендикулярных направлениях, причем во внут ренней каретке выполнено посадочное место для задней замковой части протяжки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикально-протяжной станок | 1974 |
|
SU513795A1 |
| ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК для ОБРАБОТКИ БНУТРЕННИХ ПОВЕРХНОСТЕЙ | 1967 |
|
SU204104A1 |
| Внутренняя протяжка для свободного протягивания | 1973 |
|
SU548389A1 |
| СПОСОБ ПРОТЯГИВАНИЯ ШЛИЦЕВЫХ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2021 |
|
RU2773208C1 |
| Горизонтально-протяжной станок | 1979 |
|
SU921719A1 |
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Приспособление к протяжному станку | 1957 |
|
SU111609A1 |
| ВЕРТИКАЛЬНО-ПРОТЯЖНОЙ СТАНОК | 1991 |
|
RU2014179C1 |
| ГОРИЗОНТАЛЬНО-ПРОТЯЖНОЙ СТАНОК | 1970 |
|
SU282895A1 |
| Вертикально-протяжной станок | 1980 |
|
SU965640A1 |