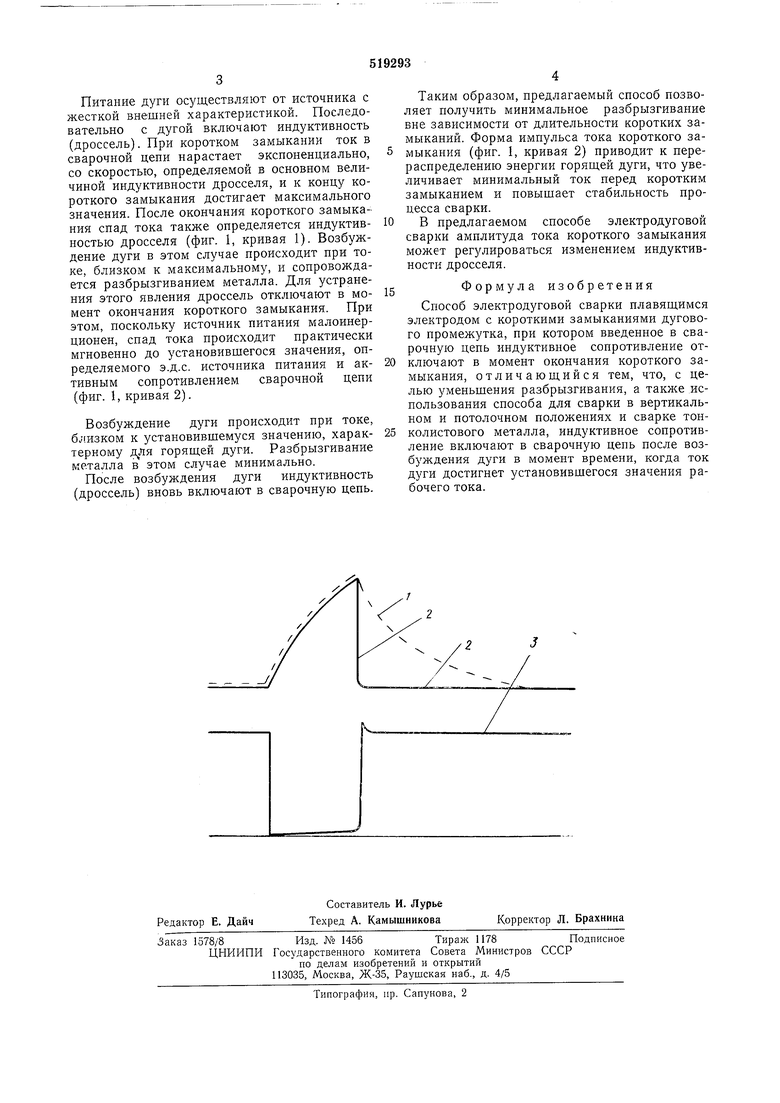
Питание дуги осуществляют от источника с жесткой внешней характеристикой. Последовательно с дугой включают индуктивность (дроссель). При коротком замыкании ток в сварочной цепи нарастает экспоненциально, со скоростью, определяемой в основном величиной индуктивности дросселя, и к концу короткого замыкания достигает максимального значения. После окончания короткого замыкания спад тока также определяется индуктивностью дросселя (фиг. 1, кривая 1). Возбуждение дуги в этом случае происходит при токе, близком к максимальному, и сопровождается разбрызгиванием металла. Для устранения этого явления дроссель отключают в момент окончания короткого замыкания. При этом, поскольку источник питания малоинерционен, спад тока происходит практически мгновенно до установившегося значения, определяемого э.д.с. источника питания и активным сопротивлением сварочной цепи (фиг. 1, кривая 2).
Возбуждение дуги происходит при токе, б; изком к установившемуся значению, характерному горяш,ей дуги. Разбрызгивание металла в этом случае минимально.
После возбуждения дуги индуктивность (дроссель) вновь включают в сварочную цепь.
Таким образом, предлагаемый способ позволяет получить минимальное разбрызгивание вне зависимости от длительности коротких замыканий. Форма импульса тока короткого замыкания (фиг. 1, кривая 2) приводит к перераспределению энергии горящей дуги, что увеличивает минимальный ток перед коротким замыканием и повышает стабильность процесса сварки.
В предлагаемом способе электродуговой сварки амплитуда тока короткого замыкания может регулироваться изменением индуктивности дросселя.
Формула изобретения
Способ электродуговой сварки плавящимся электродом с короткими замыканиями дугового промежутка, при котором введенное в сварочную цепь индуктивное сопротивление отключают в момент окончания короткого замыкания, отличающийся тем, что, с целью уменьшения разбрызгивания, а также использования способа для сварки в вертикальном и потолочном положениях и сварке тонколистового металла, индуктивное сопротивление включают в сварочную цепь после возбуждения дуги в момент времени, когда ток дуги достигнет установившегося значения рабочего тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дугвой сварки с короткими замыканиями | 1974 |
|
SU503666A1 |
| Устройство для дуговой сварки с короткими замыканиями | 1976 |
|
SU612759A1 |
| Устройство для стабилизации сварочного тока при сварке постоянным током с периодическими короткими замыканиями | 1981 |
|
SU1087282A1 |
| СПОСОБ ДУГОВОЙ СВАРКИ С УПРАВЛЯЕМЫМ ПЕРЕНОСОМ ЭЛЕКТРОДНОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2359796C1 |
| Устройство для электродуговой сварки с короткими замыканиями дугового промежутка | 1980 |
|
SU1064555A1 |
| СПОСОБ ЭЛЕКТРОДУГОВОЙ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ | 1970 |
|
SU271680A1 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094194C1 |
| Способ электродуговой сварки с короткими замыканиями дугового промежутка и устройство для его осуществления | 1980 |
|
SU930824A1 |
| Способ возбуждения дуги при сварке плавящимся электродом | 1989 |
|
SU1722729A1 |
| Дроссель сварочный | 1980 |
|
SU893442A2 |
