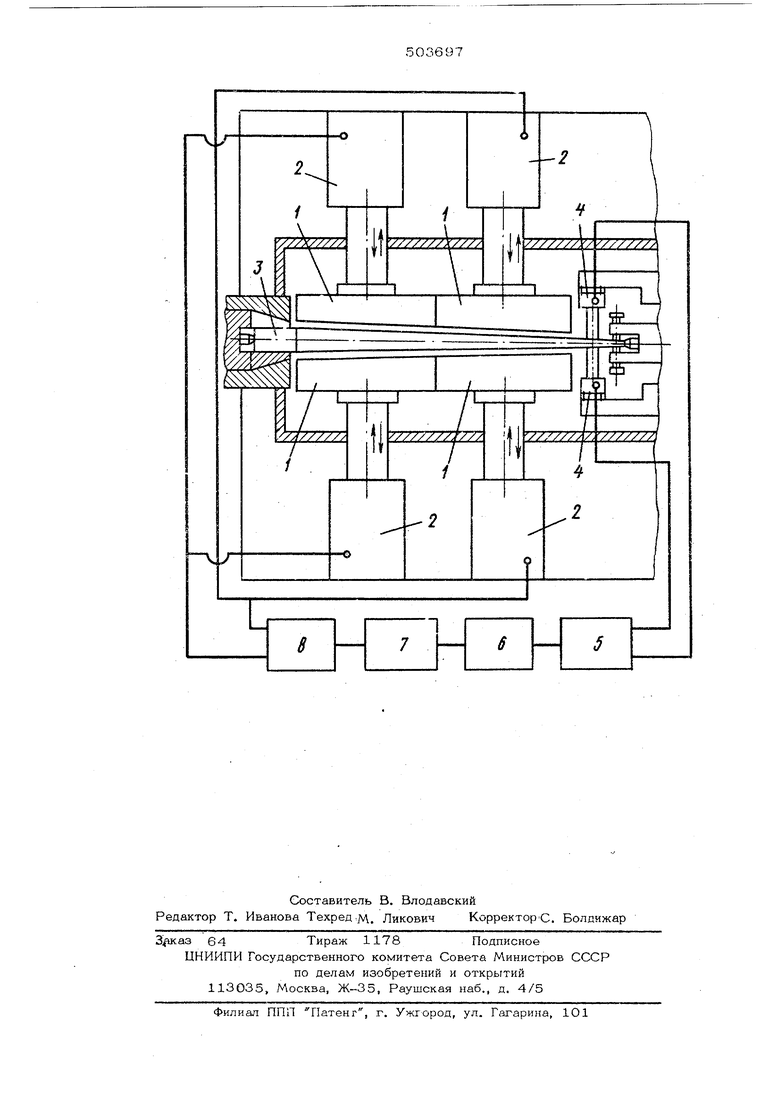
(54) СПОСОБ КОНТРОЛЯ ВЕЛИЧИНЫ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ Для этого по предлагаемому способу ысмент касания электрода-инструмента с обрабатываемой деталью определяют по моменту начала деформации ее, регис грируемому с помощью датчика, изменяющего свои электрические параметры при изменении воздействующего на него усилия, например, полупроводникового тензорезкстора, магнитоупругого датчика давления или дифференциального угольного регулята ра, устанавливаемого вне зоны обработки на необрабатываемом участке .детали, кото рый имеет наименьшую жесткость и испьгтывает деформацию при контакте электрод Iинструмента с деталью. Сигнал с датчика поступает в схему управления приводом перемещения электрода с последующей / установкой величины заданного межэлектр ного зазора. Причем fipii двухсторонней/ обработке деталей типа попастей датчики устанавливают с двух сторон пера лопасти и включают в цепь управления по схеме моста, что повышает точность установки необходимой величины межэлектродного зазора по каждой из сторон обрабатываем детали как при раздельном перемещении электродов-инструментов, так и при одновременном перемещении для установки межэлектрсдного зазора по стороне, имею ций максимальный припуск. При этом величин отвода электрода-инструмента, после ме ханпческого контакта с обрабатываемой деталью, для установки требуемого меж- электродного зазора,выбирают равной сумме величины требуемого межэлектродного зазора и величины упругой деформации обрабатываемой детали, которая зависит от чувствительности используемого датчик На чертеже изображена блок-схема устройства, реализующего предлагаемый способ. На чертеже приняты обозначения: 1 - электроды-инструменты; 2 - приводы по-, качи электродов инстру.лентов, 3 - загото |ка 4 - датчики., 5 - усилитель, 6 - блок сраБнения сигналов, 7 - преобразователь, 8 - блок управления приводом подачи. Устройство работает следующим образо Злектрод инструмент 1, имеющий длину по всей длине детали или же в случае сек ционной обработки имеющий длину участка детали, под действием привода подачк 2 перемешается до механического, контакта с обрабатываемой заготовкой, например, лопастью воздушного винта 3. При этом участок,лопасти 3, находящийся в контакте с датчиком 4, в результате приложен ; ного усилия давления электрода-инструмента 1, испытывает дeфop aциюi которая преоб- {Разуется датчиком 4 в .электрический параметр. Усилитель 5 усиливает выходной электрический сигнал с датчика 4 в пропорциональную о лек трическую величину, после чего усиленны электрический сигнал посгу- пает на блок сравнения -6, в котором происходит сравнение сигнала с заранее установленным электрическим параметром сЪответствующим,определенн6й деформации участка лопасти 3, соприкасающейся с датчиком 4. При равенстве сигналов преобразователь 7 вырабатываетдискрет- ный сигнал, который воздействует на блок управления приводом подачи 8. В результате этого привод подачи 2 осуществляет отвод электрода-инструмента 1 на величину требуемого межэлектрод 1ого зазора плюс величину деформации, которую .получает лопасть 3.при механическом контакте с электродом-инструментом 1. изобретения о р м у л а 1.Способ контроля величины межэлектродкого зазора при электрохимической обработке деталей больщой длины с больщой пло- ; щадью обработки методом периодического ощупывания с установкой зазора при подаче сигнала в схему управления приводом . перемещения электрода, отличающийся тем, целью повышения точности обработки, момент касания электрода-инструмента с обрабатываемой деталью определяют по моменту начала ее деформации, регистрируемому с помощью изменяющего свои электрические свойства при изменении воздействующего. |на него усилия- датчика, устанавливаемоVo вне зоны обработки на участке детали, обладающем наименьщей жесткостью. 2. Способ по п. 1, т л и ч а ю щ и и с я тем, что величину отвода электрода-инструмента выбирают- равной сумме величин требуемого межэлектродного зазора и величины упругой деформации обрабатываемой детали, зависящей от чувст вительности используемого датчика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство управления станком для электрохимической обработки | 1976 |
|
SU653073A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2203786C2 |
| Способ предупреждения коротких замыканий при размерной электрохимической обработке | 1975 |
|
SU891295A1 |
| Способ электрохимической размерной обработки и устройство для его осуществления | 1980 |
|
SU979064A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ МАЛОЙ КРИВИЗНЫ СЕКЦИОННЫМ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2389588C2 |
| Станок для электрохимической размерной обработки | 1987 |
|
SU1407714A1 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| Способ электроискрового нанесения покрытий и устройство для его осуществления | 2017 |
|
RU2679160C1 |