1
Изобретение относится к электрофизическим и электрохимическим методам обработки.
Известен способ контроля величины межэлектродного зазора при электрохимической обработке, при котором момент касания электрода-инструмента с обрабатываемой -деталью определяют по мементу начала деформации-ее, регистрируемому с помсидью изменяющего свои электрические свойства при изменении воздействующего на него усилия датчика, устанавливаемого вне зоны обработки на участке детали, обладающей наименьшей жесткостью tl3.
Недостатком известного способа является то, что момент касания электрода-инструмента с обрабатываемой деталью определяют по моменту начала деформации детали. Кроме того известный способ применяется для деталей с малой жесткостью, которые должны обязательно деформироваться при касании с электродом-инструментом, и неприемлем для жестких недеформируемых деталей.
Цель изобретения - повышение надежности защиты от коротких замыканий путем увеличения времени между сигналом из зоны обработки о прибли-
жении короткого замыкания и началом процесса разряда.
Поставленная цель достигается тем, что приближение момента начала процесса короткого замыкания определяют по силе давления между катодом-инструментом и обрабатываемой деталью, возникающей после их соприкосновения.
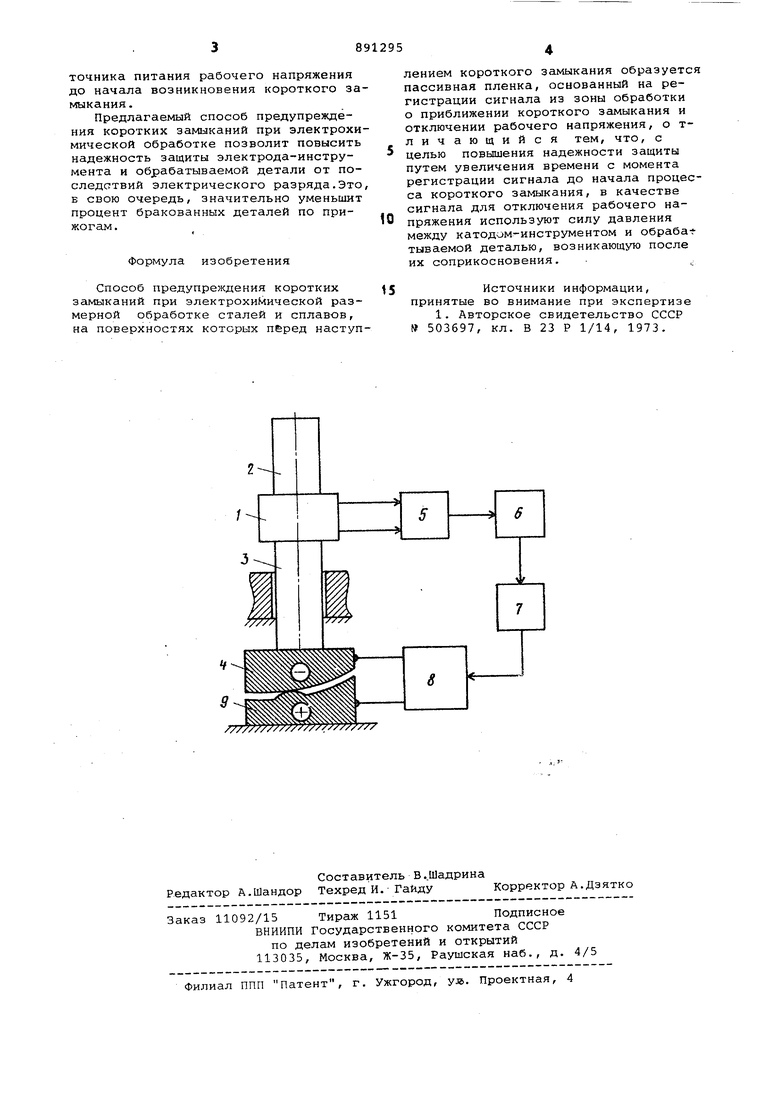
На чертеже представлено предлагае10мое устройство.
Устройство содержит емкостный датчик 1, установленный в рессорном соединении привода подачи 2 с пинолью 3 катода-инструмента 4, генератор 5
15 импульсов, вход которого подключен к датчику 1, а выход - -к заградительному фильтру 6, блок 7 управления установкой и источник 8 питания установки;
При увеличении усилия подачи за
20 счет соприкосновения катода 4 с обрабатываемой деталью 9 рессора привода подачи прогибается, что приводит к изменению емкости датчика 1, а следовательно, к изменению частоты колеба25ний генератора 5 импульсов.
В результате этого на выходе из фильтра б появляется сигнал преду-т преждения короткого замыкания, который поступает в блок 7 управления
30 установкой и закрывает тиристоры источника питания рабочего напряжения до начала возникновения короткого замыкания .
Предлагаемый способ предупреждения коротких замыканий при электрохимической обработке позволит повысить надежность защиты электрода-инструмента и обрабатываемой детали от последствий электрического разряда.Это, Б свою очередь/ значительно уменьшит процент бракованных деталей по прижогам.
Формула изобретения
Способ предупреждения коротких замыканий при электрохимической размерной обработке сталей и сплавов, на поверхностях которых перед наступлением короткого замыкания образуется пассивная пленка, основанный на регистрации сигнала из зоны обработки о приближении короткого замыкания и отключении рабочего напряжения, о тличающийся тем, что, с целью повышения надежности защиты путем увеличения времени с момента регистрации сигнала до начала процесса короткого замыкания, в качестве сигнала для отключения рабочего напряжения используют силу давления между катодом-инструментом и обраба-;тываемой деталью, возникающую после их соприкосновения.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 503697, кл. В 23 Р 1/14, 1973.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКЕ | 2001 |
|
RU2198075C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛИСТОВОЙ ЗАГОТОВКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2275994C2 |
| Способ высокоточной непрерывной импульсно-циклической размерной электрохимической обработки деталей осциллирующим электродом | 2020 |
|
RU2747436C1 |
| Способ защиты от коротких замыканий при электрохимической размерной обработке | 2021 |
|
RU2768409C1 |
| Способ размерной электрохимическойОбРАбОТКи | 1979 |
|
SU814641A1 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2203786C2 |
| Устройство для автоматическогоупРАВлЕНия CTAHKOM для элЕКТРОХи-МичЕСКОй ОбРАбОТКи | 1976 |
|
SU793739A1 |
| Комбинированный электрод-инструмент для электрохимической обработки | 1978 |
|
SU751557A1 |
| Способ предупреждения коротких замыканий при электрохимической обработке | 1975 |
|
SU548407A1 |
| Устройство для регулирования межэлектродного зазора при размерной электрохимической обработке | 1979 |
|
SU887108A1 |
