Изобретение относится к производству гофрированных материалов и может быть использовано в отраслях, занимающихся обработкой листовых и рулонных материалов (текстильная, химическая и другие отрасли промышленности).
Известно устройство для получения шевронных структур, содержащее механизм подачи материала и механизм формирования продольных и поперечных сгибов, причем механизм гофрирования продольных сгибов выполнен в виде роликов, установленных на параллельных осях, равноудаленных друг от друга на величину радиуса, а механизм формирования поперечных сгибов содержит суппорт, на котором установлены подпружиненная плита, имеющая профильные гребенки, матрицу с прорезями, в которых могут перемещаться профильные гребенки плиты и подпружиненный пуансон с формирующим гребешком. Пуансон и матрица имеют электронагревательные элементы, а между последней парой роликов и матрицей установлена линейка, жестко соединенная с подпружиненной плитой (см. а.с. 429973, В 31 F 1/08, 1972 г.).
Однако устройство не обладает достаточными технологическими возможностями, так как для получения различных видов продольных гофр необходимо иметь набор роликов.
Известно устройство для гофрирования рулонного материала, содержащее гофрирующие валы с разновеликими выступами для формирования гофр, которые расположены группами, в каждой из которых эти выступы имеют постоянную высоту (см. а.с. SU 1340795, В 01 D 29/06, B 31 F 1/10, 1985 г.).
Недостатком данного устройства является то, что высота гофр и расстояние между группами разновеликих гофр имеют заранее заданные неизменяемые размеры, что снижает качество гофрирования.
Известен механизм гофрирования бумажной ленты, который имеет два сблокированных кулачка, высота выступов которых имеет различные величины, а кулачковый вал установлен с возможностью осевого перемещения, (см. а.с. SU 1451051 А2, В 31 F 1/00, 1989 г.).
Однако недостатком данного механизма является то, что для получения материала с другими соотношениями высот и групп разновысоких гофр необходимо изготавливать новые кулачки и кулачковый вал, а при перенастройке разбирать механизм, что сужает технологические возможности механизма.
Известен механизм гофрирования, содержащий ножи для получения гофр, жестко соединенные с поворотными рычагами, с установленными на их концах роликами, контактирующими с пазами кулачков, которые установлены на осях поворотных рычагов, и средство возврата ножей в рабочее положение, включающее установленные попарно соответственно над и под втулками пружины, один конец которых опираются на бобышки каждой втулки, а свободные концы взаимодействуют с регулировочными пятами. К тому же рычаги снабжены муфтами, регулирующими вылет ножей, а кулачки выполнены сменными (см. а.с. SU 1630911 A1, B 31 F 1/24, 1991 г.)
Известен механизм гофрирования, содержащий подпружиненные двуплечие рычаги с жестко установленными на них гофрирующими средствами и средство для сообщения рычагам возвратно-поступательного и качательного перемещения, включающее приводные пазовые кулачки, эксцентрики, смонтированные с возможностью синхронного вращения с пазовыми кулачками, выполненными цилиндрическими, а рыгачи, снабженные ползунами, имеют пальцы, сопрягающиеся с пазами соответствующих кулачков, причем эксцентрик и пазовый кулачок установлены на общем приводном валу, а каждый ползун установлен на двух направляющих, параллельных валу кулачка. Механизм имеет камеру для гофрированного материала (см. а.с. SU 1784491, A В 31 F 1/24, 1992 г.).
Оба указанных механизма гофрирования имеют следующие недостатки.
При огибании полотном одного из ножей возможно повреждение полотна или выдергивание петли гофры. Эксцентрики и кулачки предназначены для образования гофр одного размера, а для изменения типоразмера необходимо изготовление другого комплекта деталей и разборка механизма при переналадке. Механизмы могут образовывать гофры только прямоугольной формы, а разновысотность гофр будет незначительной, что ухудшает качество гофрировки и сужает технологические возможности механизма.
Известен механизм гофрирования, содержащий приемную камеру, гофрирующее средство, включающее подпружиненные двуплечие рычаги, пару приводных валов с эксцентриками и кулачками для сообщения рычагам возвратно-поступательного и качательных перемещений, а гофрирующие средства содержат смонтированные на концах рычагов подпружиненные пластины, образующие при сближении рычагов захват для гофрируемого материала и расположенный на вход приемной камеры отсекатель, связанный с кулачком, жестко закрепленным на одном из приводных валов (прототип), (патент SU 1837019 A1, B 31 F 1/24, 1993 г.).
Данное устройство имеет недостатки, заключающиеся в том, что установленные кулачки и эксцентрики позволяют выполнять гофры одного размера, а для изменения высоты гофр необходим набор кулачков и эксцентриков. Переналадка же потребует разборки механизма. Кроме того, из-за отсутствия направленного изгиба может произойти расслоение многослойного полотна, имеющего слои с различными коэффициентами трения, что снижает качество и сужает технологические возможности.
Известно устройство для гофрирования полотна материала, содержащее формующий инструмент, включающий каретки и установленные на них один напротив другого два прижима, имеющих приводы с подвижными штоками, а также ограничительную камеру с верхней съемной частью, соединенной с приводами подъема. Перед приемной камерой установлены фиксаторы гофр в виде прямоугольных пластин с закругленными нижними краями, а в камере установлен упор для фиксации гофр. Над входом в приемную камеру установлен кронштейн, на нем смонтированы ось, поворотный кулак, рычаг и планка, соединенная с фиксаторами гофр. Данная система поднимает и опускает фиксаторы гофр при воздействии упора, расположенного на каретке (см. а.с. SU 1692862 A1, D 31 F 1/24, 1991 г., прототип).
Данное устройство имеет следующие недостатки. Кулачно-рычажная система подъема фиксатора гофр ограничивает диапазон высот гофрируемого материала. Ограничительные прутки поддерживают материал и способствуют направленному изгибу полотна, но при отсутствии устройства направленного изгиба может произойти расслоение многослойного полотна, имеющего слои с различными коэффициентами трения, что не позволяет получать гофры непрямолинейного профиля и снижает технологические возможности устройства.
Настоящим изобретением решается задача повышения качества гофрирования за счет устранения возможности расслоения материала и расширения технологических возможностей для получения гофр различной конфигурации: чередование разновысоких гофр, гофры шевронного типа и др.
Поставленная задача решается тем, что устройство для гофрирования материалов содержит станину, неподвижную столешницу, гофроприемник, камеру для газожидкостной среды, расположенную под столешницей и осуществляющую создание направления вершины гофры, упор, расположенный в гофроприемнике ограничитель, имеющий сменную накладку прижим, осуществляющий формирование гофры и ее перемещение в гофроприемник, а также жесткий направитель вершины гофры, при этом линейное горизонтальное перемещение жесткого направителя вдвое меньше линейного перемещения прижима, а столешница имеет прорезь для прохода жесткого направителя. Кроме того, ограничитель установлен на каретке, с возможностью возвратно-поступательного движения в вертикальной и горизонтальной плоскостях, а упор выполнен с возможностью вертикального перемещения при помощи привода. При этом упор и прижим, участвующие в образовании гофры, обращены друг к другу и имеют одинаковую форму поверхности, соответствующую заданной форме гофр. Прижим установлен на каретке и имеет линейное перемещение, равное удвоенной высоте гофры, и также имеет возможность радиусного движения.
Отличием заявленного устройства является то, что создается направление вершины гофры с помощью газожидкостной среды, подаваемой через отверстия под гофрируемый материал, что обеспечивает условия для лучшего скольжения материала по неподвижной столешнице при одновременном удержании последнего в соприкосновении с прижимом, а также исключающим повреждение материала при гофрировании, при этом достигается заданная высота гофр при невозможном их растяжении, что улучшает качество гофрировки. Длина гофроприемника выбирается таким образом, чтобы при выходе ограничителя из гофроприемника сопротивление перемещению гофр было постоянным, что также улучшает качество гофрировки, причем прижим имеет линейное перемещение, равное удвоенной высоте гофры, что создает целую гофру, а не ее половину, как во всех известных устройствах, при этом линейное горизонтальное перемещение жесткого направителя вдвое меньше линейного перемещения прижима, что также способствует созданию полной гофры и увеличивает производительность самого устройства. Предлагаемое устройство позволяет получать разновысокие гофры, материал с гладкими промежутками без гофр, с петлеобразными, волнистыми и шевронными гофрами за счет наличия прижима с накладкой различной формы. При гофрировании упругих нетекстильных материалов привод позволяет создать усилия для перемещения вперед каретки с одновременным поднятием направителя вверх, в результате чего материал складывается в полную гофру,
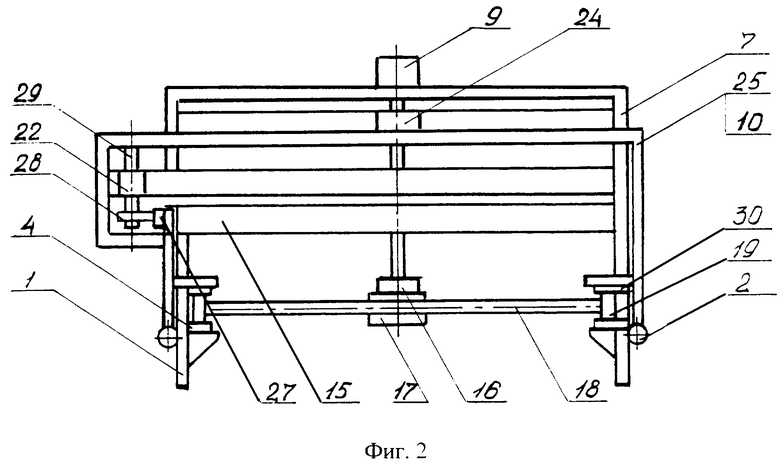
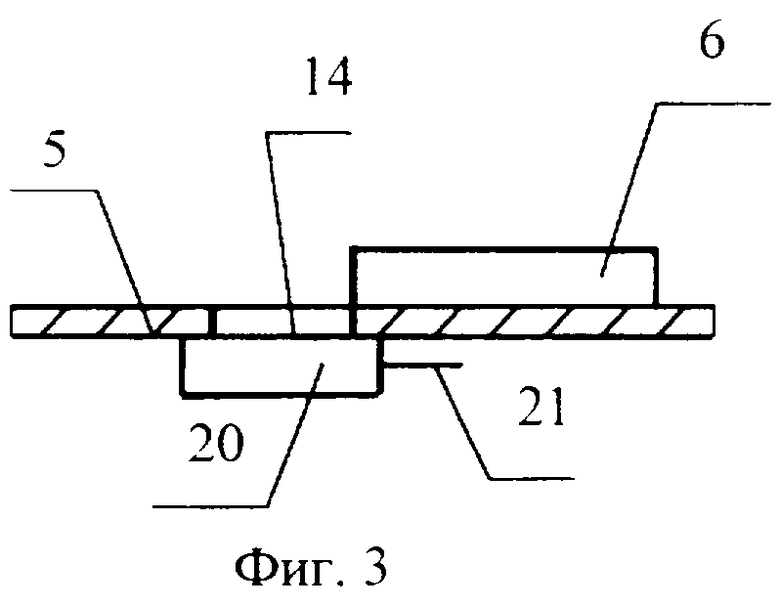
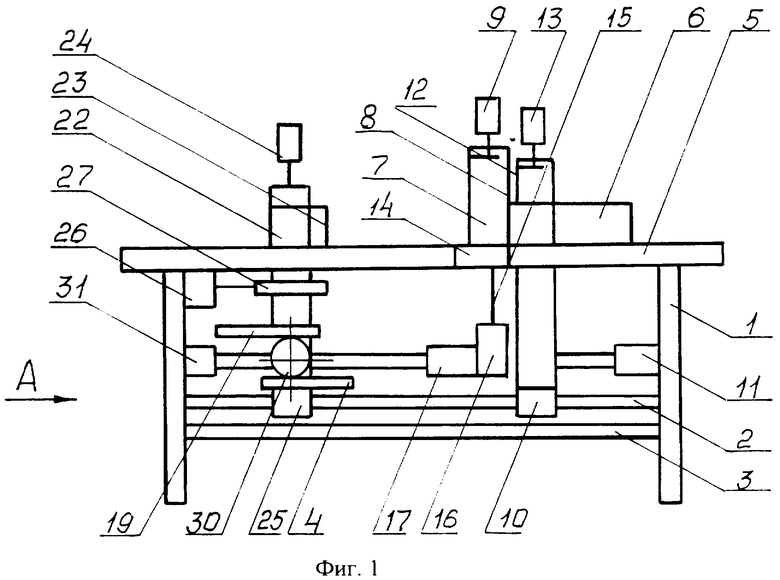
На фиг.1 изображен общий вид устройства; на фиг.2 – то же, вид по стрелке А; на фиг.3 – камера для подачи газожидкостной смеси.
Устройство состоит из станины 1, направляющих 2, стяжки 3, зубчатых реек 4, столешницы 5. К столешнице 5 прикреплен гофроприемник 6 и скоба 7. К скобе 7 прикреплен упор 8 с возможностью вертикального перемещения при помощи привода 9. На направляющих 2 в зоне гофроприемника 6 установлена каретка 10, имеющая привод 11. К каретке 10 присоединен ограничитель 12, расположенный в гофроприемнике 6 и имеющий привод 13. В столешнице 5 имеется прорезь 14, служащая для прохода жесткого направителя 15. Направитель 15 имеет привод 16 и корпус 17, закрепленный на оси 18, соединенной с зубчатыми колесами 19.
Для гофрирования мягких материалов типа текстильных полотен под столешницей 5 в зоне прорези 14 крепится камера 20 со штуцером 21 для подачи газожидкостной смеси под гофрируемый материал.
Над столешницей 5 расположен прижим 22, имеющий накладку 23, привод 24 и соединенный с кареткой 25, опирающейся на направляющие 2.
На раме установлен привод 26, который соединен с зубчатой рейкой 27, входящей в зацепление с зубчатым колесом 28, установленным на валу 29 и сообщающим прижиму 22 радиусное движение.
На каретке 25 закреплены зубчатые рейки 30, входящие в зацепление с зубчатыми колесами 19.
Привод 11 служит для совершения возвратно-поступательного движения каретки 10.
Привод 13 служит для перемещения ограничителя 12 по вертикали.
Привод 31 закреплен на раме и соединен с осью 18 для сообщения возвратно-поступательных движений каретке 25.
Устройство работает следующим образом.
Механизмы устанавливают в положение заправки, при этом прижим 22 поднят и вместе с кареткой 25 находится в крайнем удаленном положении от гофроприемника 6. Упор 8 и ограничитель 12 находятся в верхнем положении. Ограничитель 12 максимально приближен к упору 8. Гофрируемое полотно разматывают, укладывают на столешницу 5 и протягивают за ограничитель 12. Далее каретка 25 с прижимом 22 устанавливают на расстоянии от упора 8, равном удвоенной высоте гофр. Прижим 22 остается в крайнем верхнем положении.
Упор 8 и ограничитель 12 переводят в крайнее нижнее положение.
Устройство приведено в исходное положение.
Производят пуск устройства. Прижим 22 опускают вниз и он совместно с кареткой 25 при помощи привода 31 перемещается по столешнице 5 к гофроприемнику 6, складывая материал в гофру вершиной вверх. Направление вершины гофры создается газожидкостной средой, подаваемой через штуцер 21 в камеру 20, выходящей через отверстие 14 под гофрируемый материал. При подходе к гофроприемнику 6 высота гофр достигает заданной высоты, а материал оказывается между упором 8 и прижимом 22. Упор 8 поднимается в верхнее положение. Прижим 22 подвигает гофру до ограничителя 12 и вместе с ним перемещает гофру в гофроприемник 6, при этом упор 8 опускается в нижнее положение, располагаясь за гофрой между гофроприемником 6 и прижимом 22, а прижим 22 поднимается в верхнее положение и отходит в исходное положение.
Процесс образования гофры завершен.
Затем процесс повторяется до изготовления заданного количества гофр, после чего сформированный гофропакет отрезают и направляют для дальнейшего использования.
При этом длина гофроприемника 6 выбирается таким образом, чтобы при выходе ограничителя 12 из гофроприемника 6 сопротивление перемещению гофр было постоянным.
Ограничитель 12 вместе с кареткой 10 перемещается в гофроприемнике 6 под воздействием вновь образованных гофр до выхода из гофроприемника 6. После выхода из гофроприемника 6 ограничитель 12 приводом 13 поднимается в верхнее положение и приводом 11 совместно с кареткой 10 перемещается к началу гофроприемника, где остается до заправки следующего полотна или получения команды на движение.
Получение гофрированного материала с разновысокими гофрами осуществляется прижимом 22 ходов различной длины с определенной частотой смены ходов, то есть величина хода прижима 22 изменяется через гофр или нескольких гофр.
Получение гофрированного материала с гладким промежутком без гофр заключается в гофрировании заданного числа гофр, заданной высоты, после чего происходит протягивание материала на заданную величину и последующее получение заданных гофр.
Протягивание материала происходит следующим образом. После того, как будет сформирован последний гофр из заданного числа, привод 13 опускает ограничитель 12 вниз между последним гофром и упором 8. Упор 8 и прижим 22 поднимаются в верхнее положение. Привод 11 перемещает каретку 10 с ограничителем 12 на заданную величину и производит протяжку материала. После протяжки материала упор 8 опускается вниз, ограничитель 12 поднимается в верхнее положение приводом 13 и совместно с приводом 13 и кареткой 10 перемещается к упору 8. Прижим 22 с кареткой 25 отходит в крайнее исходное положение, после чего повторяются циклы гофрирования и протяжки материала.
При получении материалов с гофрами разновысокими по длине гофры устройство работает следующим образом.
Прижим 22 устанавливают рядом с упором и параллельно ему. Полотно закрепляют под прижимом 22, параллельно упору 8 и ограничителю 12. Прижим 22 поворачивается на угол, соответствующий заданным высотам гофры. Это является исходным положением.
Затем прижим 22 опускают на полотно, прижимая полотно к столешнице 5. Привод 26 перемещает зубчатую рейку 27, которая вращает зубчатое колесо 28, а вместе с ним и прижим 22 до установления прижима 22 параллельно упору 8 и вплотную к нему. Упор 8 поднимается в верхнее положение и пропускает гофру в гофроприемник 6. Упор 8 опускается вниз и прижимает полотно к столешнице 5. Прижим 22 поднимается в верхнее положение и поворачивается в исходное положение.
Процесс образования гофры закончен.
Материалы с шевронными, волнистыми, петлеобразными гофрами получается по принципу равновысоких гофр, но при этом накладка 23 на прижиме 22 и упор 8 имеют соответствующие формы.
При гофрировании упругих нетекстильных материалов устройство работает следующим образом.
Жесткий направитель 15 установливают рядом с упором 8, прижим 22 - рядом с направителем 15. Ограничитель 12, упор 8, прижим 22 переводят в верхнее положение. Направитель 15 опускают вниз. Материал располагают на столешнице 5, продвинув его за ограничитель 12. Опускают ограничитель 12 и упор 8. Отводят прижим 22 от упора 8 на расстояние, равное удвоенной высоте гофры. Это является исходным положением.
Затем начинают формирование гофры. Для этого опускают прижим 22, включают приводы 16 и 31. Привод 16 создает постоянное усилие для движения направителя 15 вверх. Привод 31 создает усилие для перемещения вперед каретки 25 с прижимом 22, корпуса 17 с приводом 16 и направителем 15. В результате этих двух движений материал складывается в гофру вершиной вверх, т.к. направитель 15 постоянно воздействует на материал снизу. При подходе гофры к упору 8 направитель 15 опускается вниз, упор 8 поднимается вверх и прижим 22 проталкивает гофру в гофроприемник 6, упор 8 опускается вниз между прижимом 22 и гофроприемником 6, прижим 22 поднимается вверх и отходит вместе с направителем в исходное положение. Процесс формирования гофры завершен.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ГОФРИРОВАНИЯ МОНО-ПОЛИМАТЕРИАЛОВ | 2002 |
|
RU2259277C2 |
| Устройство для гофрирования полотна материала | 1977 |
|
SU742168A1 |
| Устройство для гофрирования полотна материала | 1989 |
|
SU1692862A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ РУЛОННОГО МАТЕРИАЛА | 1992 |
|
RU2008226C1 |
| Устройство для гофрирования материала | 1985 |
|
SU1341047A1 |
| Слоистая панель и установка для ее непрерывного изготовления | 1990 |
|
SU1719244A1 |
| Устройство для гофрирования ленты | 1990 |
|
SU1779435A1 |
| Механизм гофрирования | 1989 |
|
SU1784491A1 |
| Механизм гофрирования | 1990 |
|
SU1837019A1 |
| Способ гофрирования ленты для магнитопровода электрической машины | 1984 |
|
SU1247120A1 |
Изобретение относится к производству гофрированных материалов и может быть использовано в отраслях, занимающихся обработкой листовых и рулонных материалов. Устройство содержит станину, неподвижную столешницу, гофроприемник, камеру для газожидкостной среды, расположенную под столешницей и осуществляющую создание направления вершины гофры, упор, расположенный в гофроприемнике ограничитель, имеющий сменную накладку прижим, который осуществляет формирование гофры и ее перемещение в гофроприемник. Предложенное устройство повышает качество гофрирования за счет устранения возможности расслоения материала и обеспечивает расширение технологических возможностей для получения гофр различной конфигурации. 8 з.п. ф-лы, 3 ил.
| GB 1478463 А, 29.06.1977 | |||
| US 5080267 А, 14.01.1992 | |||
| ПОЛИМЕРБЕТОННАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ХУДОЖЕСТВЕННО-ДЕКОРАТИВНЫХ ИЗДЕЛИЙ ИЗ ИСКУСТВЕННОГО МРАМОРА (ВАРИАНТЫ) | 2003 |
|
RU2247698C1 |
| Механизм гофрирования | 1988 |
|
SU1630911A1 |
| СПОСОБ ПРОИЗВОДСТВА КАРОТИНОИДОВ | 0 |
|
SU178449A1 |

