11
Изобретение относится к обработке металлов давлением,а именно к смазкам, используемым при горячей обработке .
Цель изобретения - повышение ка- lecTBa смазки поверхностей штамповок путем удаления с них окалины.
Смазочные покрытия содержат ингредиенты в соотношениях, мас.%:
Бумага3-5
Жидкое стекло
(уд.вес 1,35 1,45)20 - 30
Древесные
опилки 25 - 55
ВодаОстальное
Содержание древесных опилок в смазочном покрытии составляет 35 - 55 мас.%. При содержании опилок более 55 мас.% необходимо нанести повтор- ный слой опилок на просушенные и вновь увлажненные жидким стеклом листы с уже нанесенным слоем смазки и, кроме того, не увеличивается процент удаления окалины с поверхности заго- тонок. Снижение содержания древесных опилок ниже 35 мас.% ухудшает удаление окалины с поверхности заготовки из-за образования неравномерного, бедного, слоя поверхности листа.
Водный раствор жидкого стекла с уд.весом 1,35 - 1,45, обладая антифрикционным и теплоизолирующим свойством, способствует улучшению запол- {1ения ручья и является связующим меж ду древесными опилками и листом бумаги. При содержании этого стекла в количестве менее 20 мас.% древесины опилки на отдельных участках листа недостаточно склеиваются друг с дру- гом, при этом образуется сплошной слой. При содержании жидкого стекла более 30 мас.% раствор стекает с поверхности листа.
Смазочное покрытие готовят следу- ющим образом.
На лист бумаги, имеющей форму, близкую к форме поковки в плане, наносят слой -водного раствора жидкого стекла, а затем равномерный слой дре- весных опилок. После нанесения опило лист просушивают на воздухе.
При штамповке крупных поковок лист покрытый слоем жидкого стекла
922
и опилками,укладывают между заготовкой и нижним штампом, а сверху заготовку покрывают таким же листом, при этом сторона листа со слоем опилок обращена к заг отовке.
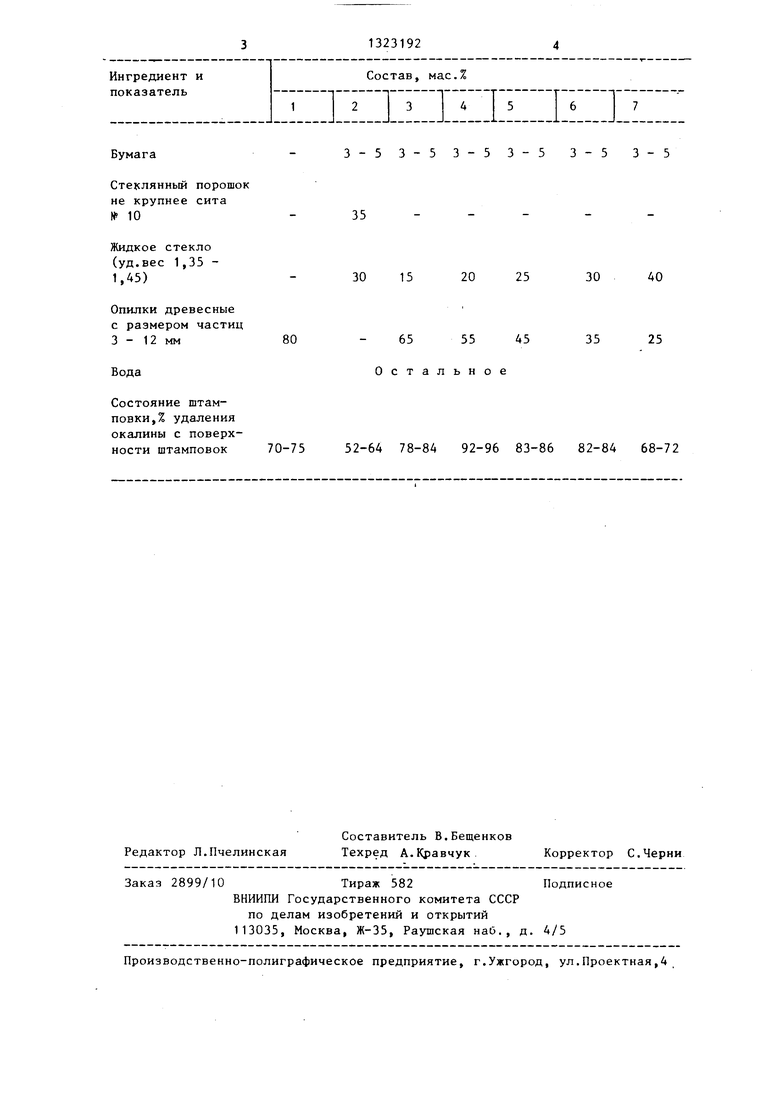
Пример. Для проведения промышленного опробования предлагаемого покрытия были приготовлены три состава смазки, содержание компонентов которых находится в указанных пределах (см. таблицу, составы 4-6) и два состава с запредельными значениями компонентов (составы 3 и 7). С целью получения сравнительных данных испытали известные виды смазок (составы 1 и 2). I
Каждый вид смазки испытывали при штамповке кривошипов (10 штук) на молоте с массой падающих частей 5 т. На лист бумаги 750x400 мм нанесли слой жидкого стекла и слой древесных опилок, а затем просушили на воздухе.
После штамповки заготовки охладили и подвергли осмотру с целью определения степени удаления окалины с поверхности. (См. таблицу).
Покрытие листов составами 4-6 предложенной смазки обеспечивает более полное удаление окалины.
На поверхности заготовок, отштампованных с составами 3 и 7, наблюдается увеличение оставшейся окалины.
На поверхности заготовок, которые штамповали с известными составами смазки, видны следы заштампованной в тело поковки окалины.
Формула изобретения
Смазочное покрытие для горячей объемной штамповки, содержащее водный раствор жидкого стекла, нанесенный на лист бумаги, отличающееся тем, что, с целью повьше- ния качества смазки поверхностей штамповок путем удаления с них окалины, оно дополнительно содержит древесные опилки при следующем соотношении ингредиентов, мас.%: бумага 3-5, жидкое стекло (уд.вес 1,35 - 1,45) 20 - 30, древесные опилки 35 - 55, вода - остальное.
Бумага
Стеклянный порошок не крупнее сита № 10
Жидкое стекло (уд.вес 1,35 - 1,45)
Опилки древесные с размером частиц 3 - 12 мм
Вода
Состояние штамповки, % удаления окалины с поверхности штамповок
80
70-75
3-53-53-53-5 3-5 3-5
35
30 15
20 25
30
40
6555453525
Остальное
52-64 78-84 92-96 83-86 82-84 68-72
Редактор Л.Пчелинская
Составитель В.Бещенков Техред А.Кравчук
Заказ 2899/10Тираж 582Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
30 15
20 25
30
40
6555453525
Остальное
Корректор С.Черни
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочное покрытие для горячей обработки металлов давлением | 1986 |
|
SU1423239A1 |
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1368329A1 |
| МНОГОСЛОЙНОЕ ЗАЩИТНО-СМАЗОЧНОЕ ПОКРЫТИЕ | 2009 |
|
RU2412775C2 |
| Смазка для горячей обработки металлов давлением | 1989 |
|
SU1804942A1 |
| Состав массы для изготовленияСМАзОчНыХ шАйб | 1979 |
|
SU814507A1 |
| СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ ТРУДНОДЕФОРМИРУЕМЫХ МЕТАЛЛОВ И СПЛАВОВ | 2021 |
|
RU2785111C1 |
| Состав массы для изготовления смазочных шайб | 1981 |
|
SU986536A1 |
| Экзотермическая смесь для обогрева литейных прибылей и прибыльных надставок слитков | 1976 |
|
SU602299A1 |
| ЗАЩИТНО-СМАЗОЧНОЕ ПОКРЫТИЕ ДЛЯ ГОРЯЧЕЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2001 |
|
RU2209838C2 |
| СПОСОБ ПРОИЗВОДСТВА АГЛОМЕРАТА ДЛЯ ДОМЕННОЙ ПЛАВКИ | 2009 |
|
RU2418079C2 |
Изобретение относится к области обработки металлов давлением, а точнее к смазкам при горячей штамповке. Изобретение позволяет повысить качество смазки штамповок при горячей штамповке за счет того, что содержит дополнительный компонент в виде древесных опилок, удаляющих в процессе обработки окалину с поверхностей штамповок при следующем соотношении ингредиентов, мас.%: бумага 3 - 5, жидкое стекло (уд.вес 1,35 - 1,45) 20 - 30, древесные опилки 35 - 55, вода остальное. При использовании смазочного покрытия указанного состава, нанесенного на листы бумаги, заготовку покрывают листами, стороны с опилками которых обращены к заготовке. 1 табл.
| Ковка и объемная штамповка стали: Справочник/Под.ред | |||
| М.В.Стороже- ва | |||
| - М.: Машиностроение, 1968, т.2, с.252. |
