Изобретение относится к способам изготовления составных турбинных лопаток и лопастей и может быть использовано в авиационной и энергетической промышленности.
Известен способ изготовления пустотелой лопасти путем формования каждой из двух половин лопасти, их сборки и диффузионную сварки между собой, крутки собранной лопасти (см., например, а.с. СССР № 487707, В21К 3/00. Опубликовано 15.10.75. Бюл. № 38).
Недостатком способа является высокая трудоемкость изготовления, связанная с подготовкой поверхности под сварку и диффузионной сваркой.
Наиболее близким к предлагаемому изобретению является способ изготовления полой лопатки из сталей и сплавов, включающий формовку двух ее половин, перо одной из которых выполняют за одно с хвостовиком, их сборку и сварку между собой (см. Патент РФ № 2005105904. Способ изготовления полой лопатки для турбомашины. Опубл. 10.08.2006. Бюл. № 22).
Данный способ также является трудоемким и требующим применения специального оборудования для диффузионной сварки и подготовки мелкозернистой структуры сплава, так как диффузионную сварку проводят в условиях сверхпластичности сплава.
Техническим результатом, на достижение которого направлено заявляемое решение, являются снижение трудоемкости изготовления полых лопаток и повышение их точности.
Указанный технический результат достигается тем, что в способе изготовления полой лопатки из сталей и сплавов, включающем формовку двух ее половин, перо одной из которых выполняют за одно с хвостовиком, их сборку и сварку между собой, формовку половин лопаток производят с припуском по контуру, сварку осуществляют методом плавления, а после сварки производят горячую правку лопатки в штампе с деформацией сварного соединения со степенью не менее 50%.
В способе при наличии в лопатке внутренних ребер жесткости их штамповку производят на одной из половин, а с другой сваривают.
Применение сварки плавлением и последующей горячей правки с деформацией сварного соединения позволяет значительно упростить процесс сборки под сварку и саму сварку; обеспечивают высокую точность геометрических размеров, получение достаточно однородных структуры и механических свойств слава в изделии.
Относительная степень деформации сварного соединения со степенью не менее 50% обеспечивает заварку возможных несплошностей сварки и достижение физико-механических свойств сварного соединения на уровне основного металла (см. Ковка крупных поковок, результаты исследования технологических режимов. / Под ред. В.Н.Трубина, И.Я.Тарновского. - М.-СПб.: Машгиз, 1962. - 224 с.).
Сварка ребер жесткости с пером лопатки обеспечивает высокую прочность составной лопатки.
Способ осуществляют следующим образом.
Сначала из мерной прутковой заготовки диаметром D и длиной L горячей штамповкой на молоте или прессе получают одну половину лопатки, включающую хвостовик и перо с ребрами жесткости. Другую половину лопатки, в зависимости от толщины и размеров пера, получают либо горячей штамповкой, либо холодной вырубкой - штамповкой.
После предварительной зачистки и механической обработки с подготовкой кромок обеих половин лопаток под сварку производят их сборку и сварку одним из видов сварки плавлением (в зависимости от марки сплава) с формированием валика шва высотой, превышающей половину толщины перьевой части лопатки в месте сварки, так как последующая деформация сварного соединения при горячей правке должна составлять не менее 50%.
Затем сваренную лопатку нагревают в печи до температуры горячей деформации и производят правку в штампе до окончательных размеров изделия и с относительной деформацией сварного соединения со степенью не менее 50%. После чего лопатку передают на термическую и окончательную механическую обработки.
При единичном или мелкосерийном производстве половину лопатки, включающую хвостовик и перо с ребрами жесткости, получают свободной ковкой с последующей предварительной механической обработкой. Другую половину лопатки - крышку - вырезают в виде плоской развертки из листа, а ее закрутку производят вручную. После сборки и сварки лопатки производят ее нагрев до температуры ковки, закрутку пера на окончательные размеры и ковку сварных швов в подкладном инструменте (штампах).
Конкретная реализация способа рассмотрена на примере изготовления полой лопатки вентилятора ГТД нового поколения из сплава ВТ 8.
Полая лопатка вентилятора состоит из пера (1), хвостовика (2) и крышки (3).
Поковку одной половины лопатки, включающую перо (1) с внутренним диагональным ребром и хвостовик (2), изготавливали штамповкой на ГКШП силой 35 МП из ступенчатой круглой заготовки с размерами ступеней: диаметром 120 мм на длину 30 мм и диаметром 50 мм на длину 400 мм. Ступенчатая заготовка вала получена горячей высадкой на ГКМ из штанги диаметром 50 мм сплава ВТ 8.
Нагрев под высадку и штамповку осуществляли в нагревательной электропечи на температуру 1100°С, а горячую формовку в интервале температур 1100-950°С.
Крышку лопатки изготовили из листовой заготовки толщиной 2 мм холодной штамповкой на прессе силой 0,25 МН.
После горячей штамповки провели отжиг поковки и травление. Затем обе заготовки прошли механическую обработку с подготовкой кромок под сварку плавлением. После чего лопатку собрали, установили в кондукторе и провели Инп - сварку вольфрамовым электродом в инертном газе (аргоне) с присадочным материалом того же состава (ВТ 8) (Инп - сварка в инертном газе И неплавящимся Н электродом с присадкой - п. ГОСТ 14771). С образованием валика сварного шва высотой 3,5 мм над поверхностью пера лопатки.
Далее лопатку вынули из кондуктора, зачистили (по необходимости) сварной шов и передали в кузнечно-штамповочный цех на горячую правку.
После нагрева лопатки в электропечи до температуры 980°С провели ее горячую правку в штампах на гидравлическом прессе 25 МН. При этом все сварные швы были деформированы со степенью более 50% до выравнивания и закрутки всей поверхности пера.
Заявленный способ по сравнению с прототипом позволяет упростить технологию и снизить трудоемкость изготовления лопатки. Обеспечить высокое качество готового изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ | 2008 |
|
RU2366530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТКИ | 2010 |
|
RU2450881C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ | 2010 |
|
RU2441729C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДНЫХ ПУСТОТЕЛЫХ ЛОПАТОК ВЕНТИЛЯТОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2011 |
|
RU2463125C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ВЕНТИЛЯТОРНОЙ ЛОПАТКИ | 2008 |
|
RU2412017C2 |
| Способ получения заготовки лопатки газотурбинного двигателя для линейной сварки трением | 2016 |
|
RU2631231C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШИРОКОХОРДНОЙ ПОЛОЙ ЛОПАТКИ КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2417147C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ЗАГОТОВОК | 2008 |
|
RU2381083C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2016 |
|
RU2640692C1 |
| Способ изготовления пустотелых лопаток турбомашин | 1976 |
|
SU649492A1 |
Изобретение относится к способам изготовления полых турбинных лопаток и может быть использовано в авиационной и энергетической промышленности. Осуществляют формовку двух половин лопатки с припуском по контуру. Перо одной из упомянутых половин лопатки выполняют за одно с хвостовиком. Осуществляют сборку и сварку методом плавления половин лопаток. После сварки производят горячую правку лопатки в штампе с деформацией сварного соединения со степенью не менее 50%. В результате снижается трудоемкость изготовления полых лопаток и повышается их точность. 1 з.п. ф-лы, 1 ил.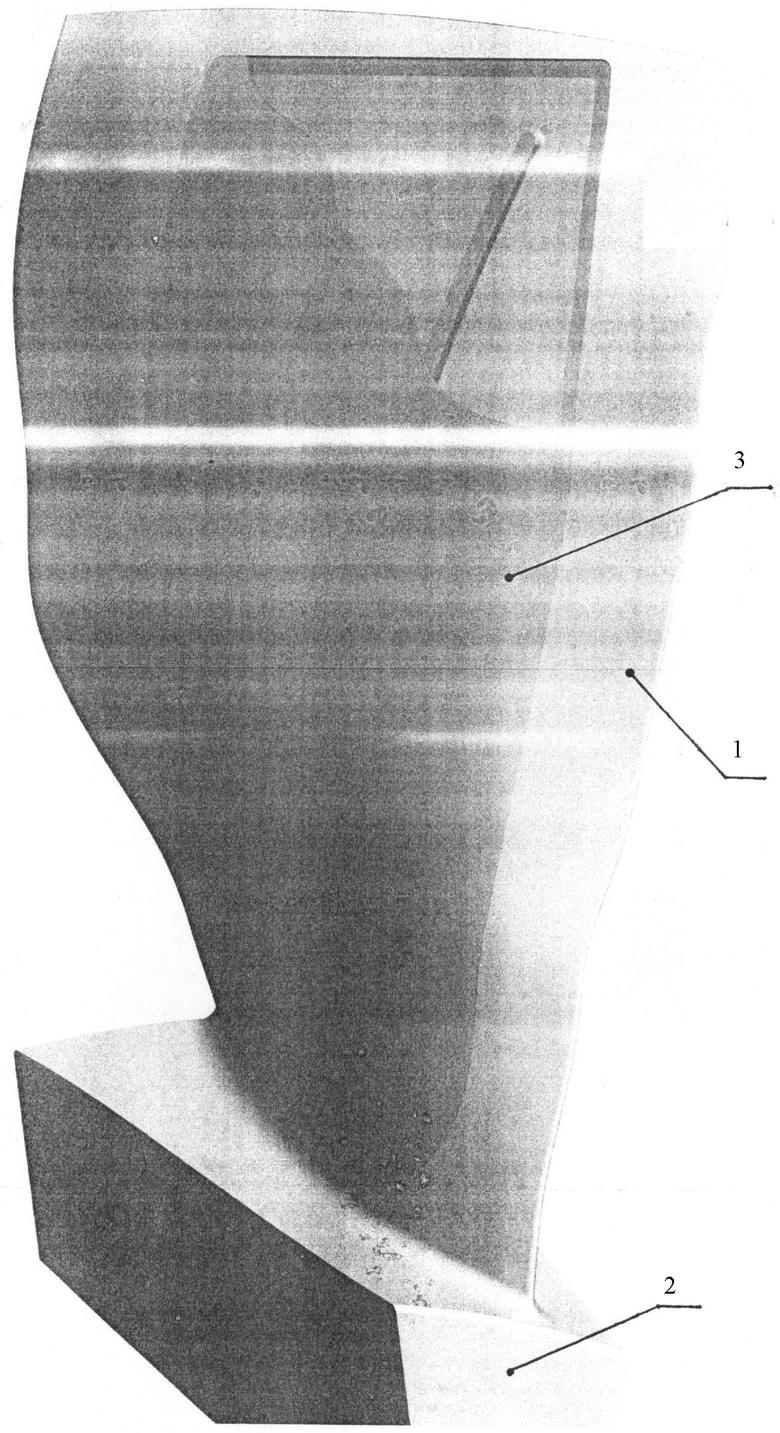
1. Способ изготовления полой лопатки из сталей и сплавов, включающий формовку двух ее половин, перо одной из которых выполняют заодно с хвостовиком, их сборку и сварку между собой, отличающийся тем, что формовку половин лопатки производят с припуском по контуру, сварку осуществляют методом плавления, а после сварки производят горячую правку лопатки в штампе с деформацией сварного соединения со степенью не менее 50%.
2. Способ по п.1, отличающийся тем, что при изготовлении полой лопатки с внутренними ребрами жесткости штамповку последних осуществляют на одной половине лопатки, а с другой половиной лопатки сваривают.
| RU 2005105904 A, 10.08.2006 | |||
| Способ изготовления сварных изделий из алюминиевых сплавов | 1990 |
|
SU1788078A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОЙ ЛОПАТКИ КОМПОНЕНТА СТАТОРА ИЛИ РОТОРА | 2002 |
|
RU2268130C2 |
| US 5636440 A, 10.06.1997. | |||

