4: ГО
N3
СО (;О
Изобретение относится к обработке еталлов давлением,- а именно к смазкам, используемым при горячей обработке.
Цель изобретения - повышение качества смазки поверхностей деталей за счет уда- .ения с них окалины.
Смазка приготавливается следующим фбразом. Древесные опилки просушиваются и подогреваются до 120-150°С, а затем пе- емешиваются со смолой СФ-015. Подогрев опилок ниже 120°С замедляет и ухудшает обволакивание их поверхности слоем смолы СФ-015, а при нагреве выше 150°С возможно сгорание и обугливание части дре- несных опилок.
Непосредственно перед использованием обработанные опилки увлажняются водой, это необходимо для предотвращения сдува опилок с поверхности штампа потоком воздуха в момент броска их на штамп. При сильном увлажнении (более 25% воды) наблюдается неравномерное распределение опилок на поверхности штампа вследствие их комкования. При увлажнении менее 0% часть древесных опилок сдувается потоком воздуха. Поэтому в составе смазочного покрытия содержание опилок 75-80%. I Соприкасаясь с поверхностью штампа, имеющего температуру 350-450°С, слой смолы СФ-015, обволакивающий древесные опилки, оплавляется и удерживает опилки на поверхности фигуры ручья независимо от его конфигурации и глубины, с образованием равномерного слоя смазочного покрытия.
Содержание новолачной фенолоформальдегидной смолы СФ-015 в смазочном по- чрытии составляет 1,5-3,5%.
Как показали испытания, увеличение процентного содержания смолы СФ-015 оолее 3,5% не способствует лучщему удалению окалины на глубоких полостях фигуры )учья, а уменьшение ее количества менее 1,5% приводит к недостаточному сцеплению kacTH древесных опилок с фигурой ручья |i на глубоких полостях ручья штампа не Образуется равномерного слоя смазочного покрытия.
Пример. Для проведения промышленного опробования были приготовлены три состава смазки, компоненты которых находятся в указанных пределах .(см. табл. 1, составы 2-4) и два за граничными значениями пределов (составы I и 5).
Для сравнения результатов были испытаны: смазка 6, содержащая увлажненные древесные опилки, и смазка 7, содержащая
0
5
0
древесные опилки и жидкое стекло, нанесенные на лист бумаги. Их составы указаны в табл. № 1.
Каждый вид смазки испытывался при штамповке детали «опора на молоте с весом падающих частей 10 т. Серия деталей состояла из 15 штук.
После штамповки заготовки охлаждали и подвергали визуальному осмотру с целью определения степени удаления окалины с поверхности. Эти данные приведены в табл. № 2.
При штамповке со смазкой 6 не удавалось получить равномерного смазочного покрытия ручья штампа и на поверхности заготовки оставалась заштампованная окалина. Смазка 7 при равномерном покрытии поверхности ручья не образовала слоя смазки в глубокой полости шта.мпа, и поверхность заготовки в этом месте также была со следами оставшейся окалины. Состав смазки 1 обеспечил частичное покрытие глубокой полости ручья неравномерным слоем смазочного покрытия и на поверхности заготовки также наблюдаются следы заштампованной окалины. Состав смазок 2, 3 и 4 равномерно покрывал слоем смазки всю поверхность ручья, включая и глубокую полость. При использовании этих составов удалось получить наиболее чистую, без следов заштампованной окалины, поверхность заготовки.
Смазка 5, образуя на поверхности фигуры ручья штампа, также как и смазки 2, 3 и 4, равномерный слой, не улучшает качество поверхности заготовки.
Таким образом, составы смазок 2, 3 и 4 имеют высокие смазочные свойства по сравнению с известными составами смазок и обеспечивают высокое качество поверхности заготовок.
Формула изобретения
5
0
5
40 Смазочное покрытие для горячей обработки металлов давлением, содержащее древесные опилки и воду, отличающееся тем, что, с целью повышения качества с.мазки поверхностей деталей за счет удаления с них окалины, оно дополн.чтельно содержит
5 новолачную фенолофор.мальдегидную смолу СФ-015, при следующем соотношении ин50
гредиентов, мас.%:
Древесные опилки Смола СФ-015 Вода
Таблица 1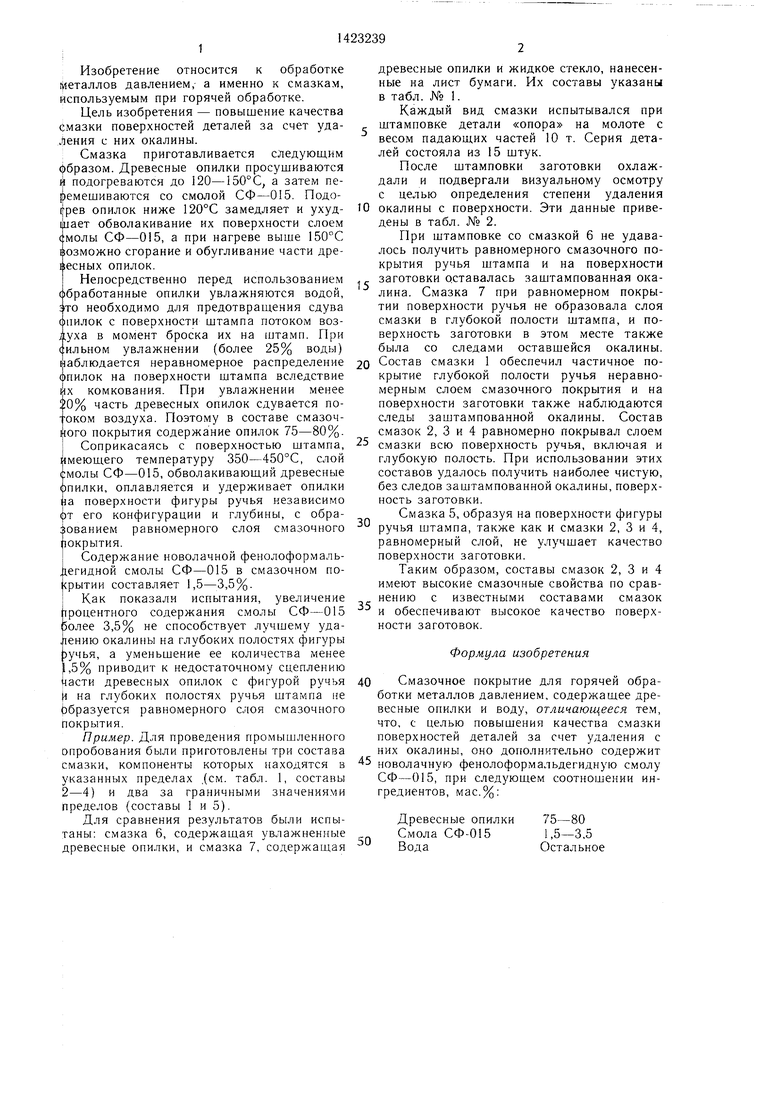
| название | год | авторы | номер документа |
|---|---|---|---|
| Смазочное покрытие для горячей объемной штамповки | 1986 |
|
SU1323192A1 |
| Состав массы для изготовленияСМАзОчНыХ шАйб | 1979 |
|
SU814507A1 |
| Смазка для горячей обработки металлов давлением | 1986 |
|
SU1368329A1 |
| Смазка для горячей обработки металлов давлением | 1989 |
|
SU1804942A1 |
| Средство для удаления изделий при горячей штамповке | 1991 |
|
SU1817731A3 |
| Смазка для обработки металлов давлением | 1977 |
|
SU690061A1 |
| Древесная пресс-композиция | 1982 |
|
SU1065449A1 |
| АНТИФРИКЦИОННАЯ КОМПОЗИЦИЯ | 1996 |
|
RU2112016C1 |
| Состав массы для изготовления смазочных шайб | 1981 |
|
SU986536A1 |
| Смазка для холодной обработки металлов давлением | 1968 |
|
SU444374A1 |
Изобретение относится к обработке металлов давлением, в частности к технологическим смазочным покрытиям для горячей обработки металлов давлением. Цель - повышение качества смазки повер.хностей деталей за счет удаления с них окалины. Смазочное покрытие содержит древесные опилки, новолачную фенолоформальдегид- ную смолу при следующем соотношении ингредиентов, мас.%: древесные опилки 75-80; смола СФ-015 1,5-3,5; вода - остальное. При штамповке горячих заготовок смазочное покрытие указанного состава обеспечивает полное удаление окалины с поверхности деформируемой заготовки. 2 табл.
Составы испытываемых смазок
ИнгредиентыСодержание ингредиентов, мас.%
.
Опилки древесные 75-80 75-80 75-80 75-80 75-80 75-80 35-55
Смола СФ-015 1 1,5 2,0 3,5 4,5
Жидкое стекло - - - - - - ,20-30
Бумага- з-5
ВодаОсталь- Осталь- Осталь- Осталь- Осталь- Осталь- Остальное ное ное ное ное ное ное
-«- - «-«iia .« «-« .««.«...« . , ..,|-- ..-- .
Таблица 2 Степень удаления окалины с поверхности штамповок
ПоказательПоказатели для видов смазки, %
состояния1J1 т
поверхности1 2 I 3 4 5 6 7 штамповки
Процент уда- 67-72 85-92 86-90 96-95 85-90 62-74 70-78 ления окалины с поверхности штамповок (серия из 15 деталей)
| Смазочное покрытие для горячей объемной штамповки | 1986 |
|
SU1323192A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
