3
вращении ротора 1 от клинового ремня 3 нажимные нолзуны 5 и уравновешивающий 4 сведены пружинами к оси ротора.
Нанравляющая трубка 13 не изогнута, что облегчает подачу переднего конца выправляемой трубы до момента захвата его тянущим механизмом 14.
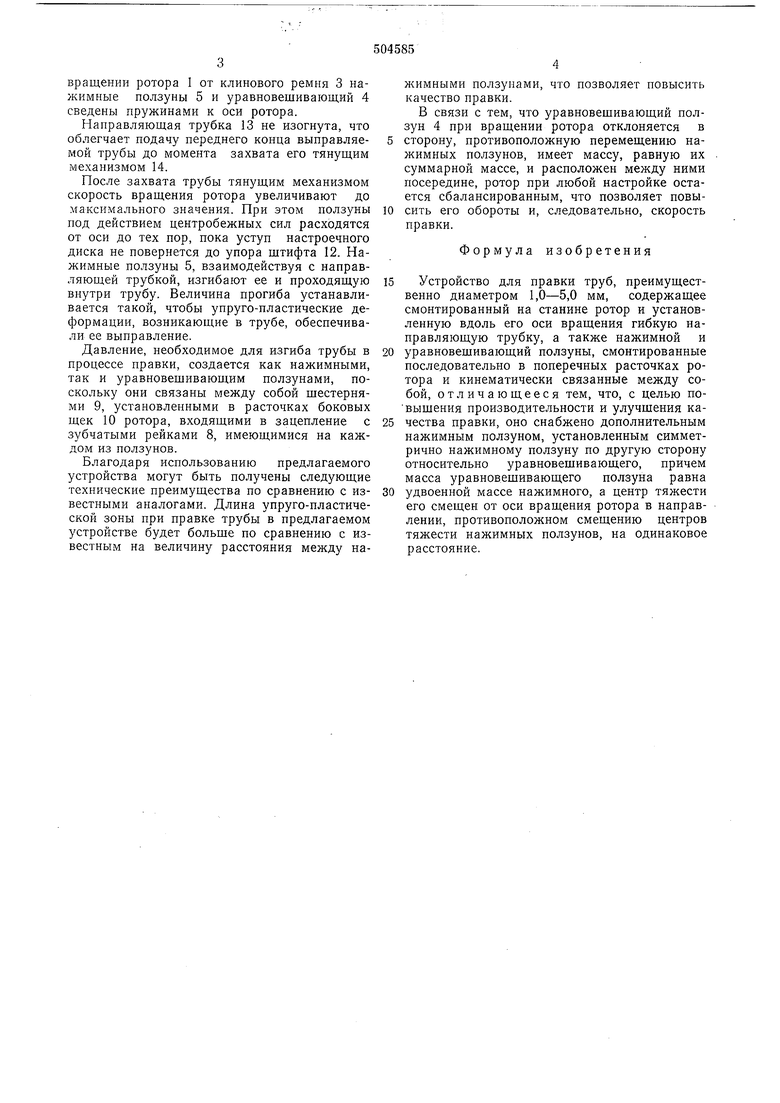
После захвата трубы тянущим механизмом скорость вращения ротора увеличивают до макси.мального значения. При этом ползуны под действием центробежных сил расходятся от оси до тех пор, пока уступ настроечного диска не повернется до упора щтифта 12. Нажимные ползуны 5, взаимодействуя с направляющей трубкой, изгибают ее и проходящую внутри трубу. Величина прогиба устанавливается такой, чтобы упруго-пластические деформации, возникающие в трубе, обеспечивали ее выправление.
Давление, необходимое для изгиба трубы в процессе правки, создается как нажимными, так и уравновещивающим ползунами, поскольку они связаны между собой щестернями 9, установленными в расточках боковых щек 10 ротора, входящими в зацепление с зубчатыми рейками 8, имеющимися на каждом из ползунов.
Благодаря использованию предлагаемого устройства могут быть получены следующие технические преимущества по сравнению с известными аналогами. Длина упруго-пластической зоны нри правке трубы в предлагаемом устройстве будет больще по сравнению с известным на величину расстояния между нажимными ползунами, что позволяет повысить качество правки.
В связи с тем, что уравновещивающий ползун 4 при вращении ротора отклоняется в
сторону, противоположную перемещению нажимных ползунов, имеет массу, равную их суммарной массе, и расположен между ними посередине, ротор при любой настройке остается сбалансированным, что позволяет повысить его обороты и, следовательно, скорость правки.
Формула изобретения
Устройство для правки труб, преимущественно диаметром 1,0-5,0 мм, содержащее смонтированный на станине ротор и установ«тенную вдоль его оси вращения гибкую направляющую трубку, а также нажимной и
уравновещивающий ползуны, смонтированные последовательно в поперечных расточках ротора и кинематически связанные между собой, отличающееся тем, что, с целью повыщения производительности и улучщения качества правки, оно снабжено дополнительным нажимным ползуном, установленным симметрично нажимному ползуну по другую сторону относительно уравновешивающего, причем масса уравновешивающего ползуна равна
удвоенной массе нажимного, а центр тяжести его смещен от оси вращения ротора в направлении, противоположном смещению центров тяжести нажимных ползунов, на одинаковое расстояние.
/J
| название | год | авторы | номер документа |
|---|---|---|---|
| Ротор трубоправильной машины | 1974 |
|
SU504584A1 |
| СПОСОБ И УСТРОЙСТВО ВЫПРЯМЛЕНИЯ И ЗАЧЕХЛОВКИ ДЕФОРМИРОВАННЫХ ПО ДЛИНЕ ОТРАБОТАВШИХ ДЕФЕКТНЫХ СТЕРЖНЕЙ УПРАВЛЕНИЯ И ЗАЩИТЫ | 2020 |
|
RU2739902C1 |
| Машина для правки тонкостенных труб | 1974 |
|
SU504581A1 |
| Устройство для правки | 1977 |
|
SU634813A1 |
| Механизм радиальной и угловой настройки валка косовалковой правильной машины | 1990 |
|
SU1761334A1 |
| Механизм радиальной настройки валка косовалковой правильной машины | 1990 |
|
SU1787615A1 |
| Устройство для правки круглого проката | 1979 |
|
SU854496A1 |
| СПОСОБ ПРАВКИ ДЛИННОМЕРНОЙ ПОДКРЕПЛЁННОЙ РЁБРАМИ ДЕТАЛИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2013 |
|
RU2566689C2 |
| Механический пресс | 1974 |
|
SU655297A3 |
| Устройство для разбраковки по массе штучных грузов типа холстов | 1980 |
|
SU902871A1 |

8 ид 5
Фиг. 2
