(54) СПОСОБ ЭЛЕКТРОИСКРОВОГО ЛЕПИОВАНИЯ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАГНИТОЭЛЕКТРИЧЕСКОГО ЛЕГИРОВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1991 |
|
RU2016718C1 |
| Способ электроискрового легирования металлических изделий | 1981 |
|
SU973282A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| Способ обработки стальных деталей | 1981 |
|
SU998542A1 |
| Способ электроискрового легирования | 1979 |
|
SU823055A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОГО БОРИРОВАНИЯ ПОВЕРХНОСТИ ДЕТАЛИ ИЗ СТАЛИ И ЧУГУНА | 2007 |
|
RU2421307C2 |
| Способ полирования деталей типа тел вращения | 1990 |
|
SU1722791A1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОИСКРОВОГО ЛЕГИРОВАНИЯ | 1996 |
|
RU2126315C1 |
| Устройство для нанесения покрытий из ферромагнитных порошков | 1988 |
|
SU1627352A1 |
1
Изобретение относится к области элек трообработки и может быть использовано в машиностроении для легирования (упрочения
восстановления размеров металлических деталей.
Известны способы электроискрового леги
: рования -металлических деталей, в которых легирование осуществляется ферромагнитным порошками, удерживаемыми на поверхности
.электрода-инструмента магнитным полем электромагнитных катушек. Однако этот , способ обладает невысокой производительностью и низким качеством обработанной поверхности.
Цель изобретения - интенсификация проиесса легирования и улучшение качества обработанной поверхности. Это достигается тем, что в процессе легирования ферромаг« нитные порошки и обрабатываемую деталь нагревают, для чего ферротторошки частично погружают в проточный электролит, через который пропускают электрический шок. Благодаря такой схеме злектроискрово-
, го лэгирования нагрев ерропорошков до состояния оплавления (расп-чавления) осу-
шествляется не от комнатной (15.2О-С), а от более высокой температуры, и при каждом электрическом разряде на обрабатываемую поверхность нагретой детали за более короткий промежуток времени оплавляется больше частиц ферропорошка.
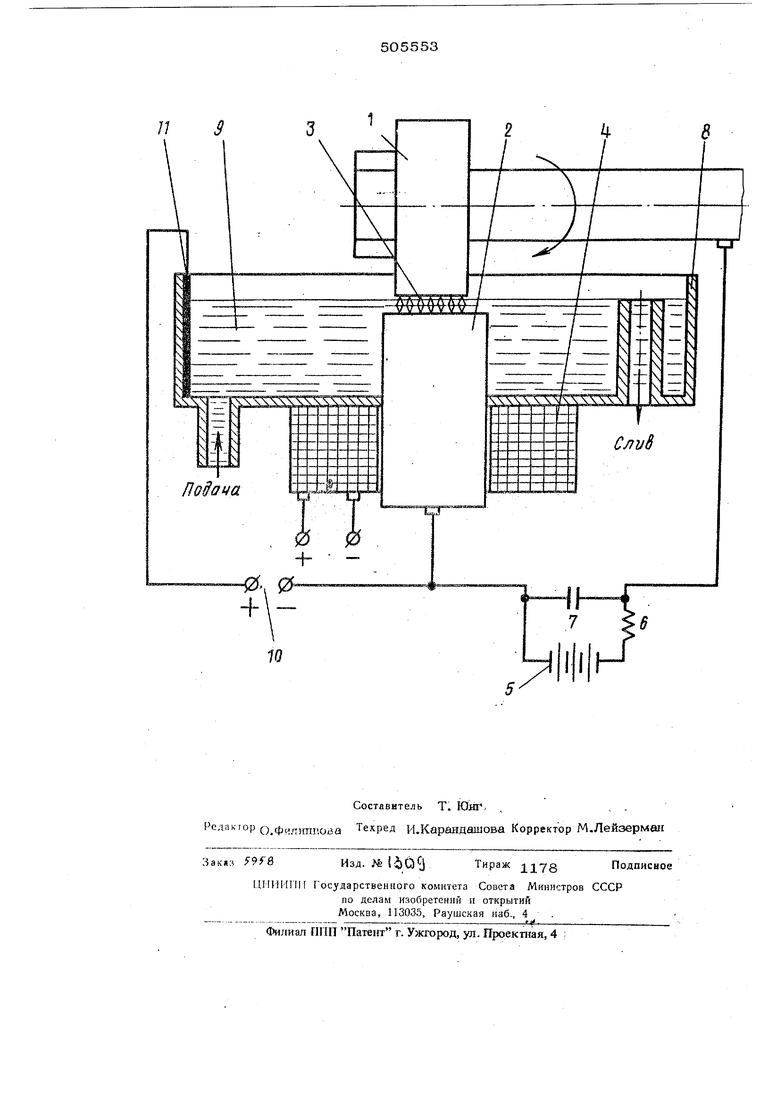
На чертеже п{эедставлен один из вариантов схемы способа электроискрового легирования металлических деталей.
Обрабатываемая деталь 1 установлена с необходимым зазором с электродом-ин -т , струментом 2, на поверхности которого располагаются ферромагнитные порошки 3. Электромагнитная катушка 4 подключена IK. источнику постоянного тока (на чертеже условно не показан). Источник электроискI ровых импульсов 5 с токоограничиваюшим : сощэотивлением 6 и накопительным конденс тором 7 подключен к обрабатываемой детали 1 и электроду-инструк енту 2. Ванна 8 заполнена проточным электродом 9. Источи ник постоянного 1О, подключенный к токосъемной пластине 11 и электроду; инструменту 2, служит для нагрева электролита 9. При включении питания электромагнитной катушки 4 ферропорошки 3 на поверхности электрода-инструмента 2 приним куг ориентированное положение вдоль магнитных силовых линий. Урадень проточного электролита 9 за счет системы циркуляция ванны 8 отрегулирован так, что вершины феррочастиц 3 три ииориентациивыступают над его поверхностью. Включается источник постоянного тока 10 и за счет прохождения электрического тока между токосъемной пластиной 11 и электродом-инструментом 2 электролит разсагревается до рабочей температуры, например 50-70°С. Затем включается привсд вращения (перемещения) обрабатываемой детали 1, которая вводится в контакт с вершинами частиц ферропорсяика 3, и источ ник электроискровых импульсов 5. При этом каждый раз, пока заряжае1 ;я нанопительный конденсатор 7 осуществляется электролитный нагрев ферропорошков 3. После зарядки конденсатор 7 заряжается в виде искровых разрядов между обрабатывае мой деталью и ферропорошками и нагретые до необходимой температуры ферропорошки чэплавляются (расплавляются) на нарретую поверхность детали 1. Обрабатываемая деталь нагревается за счет тепла, излучаемого поверхностью разо-i гречого электролита. Дополнительный нагрев ферромагнитных легирующих порошков и обрабатываемой детали значительна повышает скоросжь обработки, улучшает качество обработанной поверхности и сплошность нанесенного покрытия. Дополнительный нагрев способствует также лучшей адгезии наносимого покрытия / с металлом обрабатываемой детали и снижению энергетических затрат источника электрических импульсов. Формула изобрет. ания Способ; электронскрОБОГО легирования метйялических деталей ферромаРнитными порешка.ми, удерживаемыми магнитным полем на / поверхности электрода-инструмента, расповложенного под обрабатываемой деталью, , о т л и ю щ и и с я тем, Что, с целью интенсификации т оцесса легирования и улучшения качества обрабатываемой поверхности за счет нагрева ферропорошков, процесс зедут в средё электролита, уровень которого поддерживают постоянным, в усло ВИЯХ непсяного погружения в него 4acTtm ферропорошка, причем через электролит пропускают электрическМ ток. .
