Изобретение относится к металлообработке, а именно к комбинированным методам поверхностной отделочно-упррчняю- щей обработки деталей типа тел вращения;
Цель изобретения - повышение производительности и качества полирования деталей типа тел вращения за счет исключения эрозионного разрушения поверхности и приваривания частиц порошка к обрабатываемой поверхности.
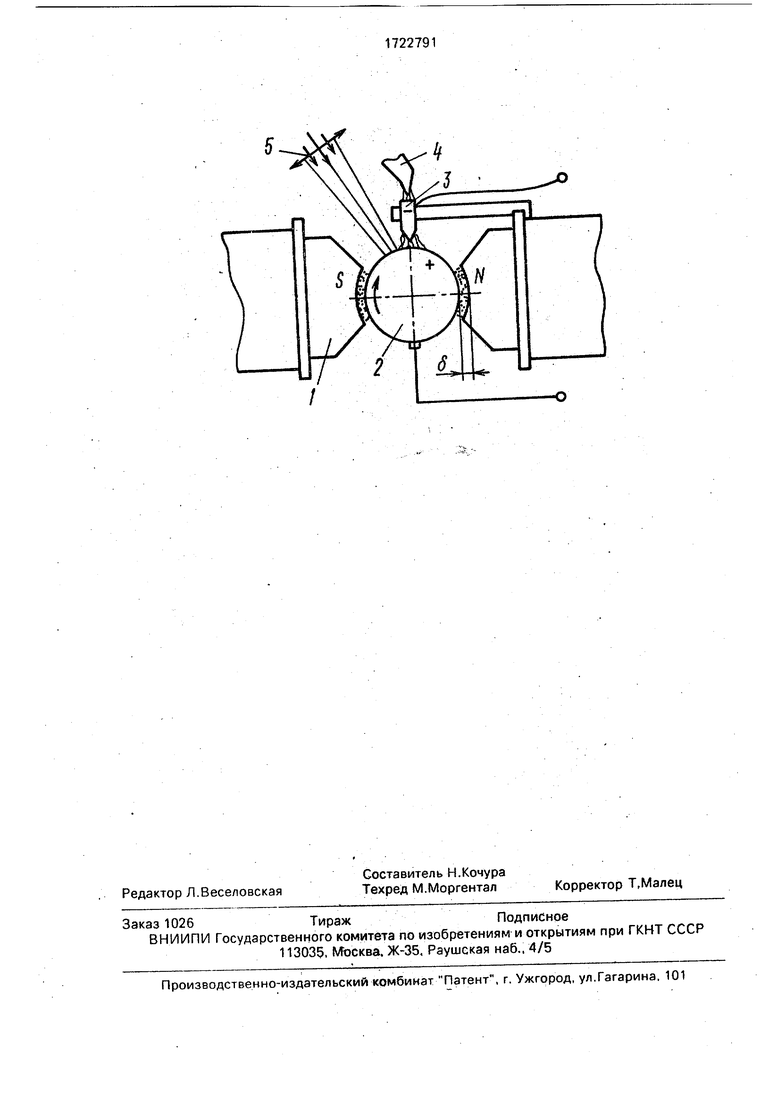
На чертеже показана схема реализации способа.
Между полюсными наконечниками 1 магнитной системы располагают обрабатываемую деталь 2, подключенную к положительному полюсу источника технологического тока (деталь 2 является анодом). Над деталью 2 между полюсными наконечниками 1 расположены катод 3 и сопло 4 для подачи электролита. Устройство для реализации способа предусматривает наличие источника (не показан) лазерного излучения 5.
Способ реализуется следующим образом.
Включают источник технологического тока, питание магнитной системы, детали 2 задают вращение, в рабочие зазоры д подают магнитно-абразивный порошок. Электролит, стекающий из сопла 4 по катоду 3, образует в зазоре между катодом и деталью 2 (анодом) электрохимическую ванну. При вращении детали под катодом образуется химическая пленка, которая затем легко удаляется при прохождении этого участка обрабатываемой поверхности мимо полюсных наконечников 1, удерживающих магнитно-абразивный порошок. Излучение лазера направляют нормально к обрабатываемой поверхности на участке между полюсным наконечником и электродом.
Лазерное воздействие позволяет нагревать (до 820-850 К) очередной участок поверхности изделия перед проходом его под катодом с электролитом таким образом, чтобы повысить химическую активность поверсл
с
NJ
ю
Ю 4
ЧЭ
хности ив то же время не допускать ионизации промежутка между изделием - анодом и катодом и не снижая плотности катодного тока, добиваться значительного роста производительности полирований. Взаимодействие электрического поля, индуцируемого в поверхности лазерным излучением, с электрическим и магнитным полями (последние - технологические поля) вызывает взаимодействие вихревых полей со всеми технологическими параметрами процесса, что, в свою очередь, повышает термодинамический потенциал гетерогенной системы (поверхность - ферромагнитный порошок - электролит). Кроме того, разогретый лазерным излучением участок, поверхности изделия, попадая в зону электролита, проходит почти мгновенное закалочное поверхностное охлаждение, вызывающее повышение термостойкости поверхности.
Действие указанных факторов приводит к существенному снижению вероятности возникновения электроэрозии и привара частиц порошка к полируемой поверхности, что позволяет проводить обработку при повышенной плотности технологического тока.
При реализации способа могут быть использованы Nd-лазёры с энергией импульса Е 12-18 Дж, длительностью импульса г 7 мс при расфокусировке Л F . 20-60% и СОа-лазеры со средней мощностью излучения Рср 250-450 КВт при расфокусировке AF 30-70% и скорости сканирования УСк 0,2-2,4 м/мин при поперечной осцилляции пучка.
Пример. Обрабатывали детали из стали У8А в электролите следующего состава, мае.%: 10%-ный водный раствор NaO 10-15; смесь ортофосфорной (80%) и серной (20%) кислот 60-75; борная кислота 5-10 и сернокислое железо 10-15. Напряжение на
электродах U допускаемая
плотность 0,85-0,75 А/см2,
0,7,,.1,0 В. Без облучения анодного тока I Aq
При достижении плс (0.4-1,4)110 Вт/см:
плотности излучения
2 при тех же напряжениях схема позволяет увеличивать плотность анодного тока I до 0,75-1,35 А/см , т.е. доводить до диапазона, где обычно возникает электропробой и существует опасность привара частиц порошка к поверхности. При этом производительность процесса возрастает в 6,0-8,8 раз. Оптимальные режимы для материала У8А: значения главного движения .f- 0,8-1.1 м/с,
движения подачи Vs 500-800 мм/мин при индукции магнитного поля в рабочем зазоре В 0,5-1,5 Тл. Марка ферромагнитного абразивного порошка Полимам-Т по ТУ 064- 59-81.
Результаты полирования приведены в
таблице.
Магнитная индукция указана для переменного магнитного поля с частотой f 30- 150 Гц. При f 120-150 Гц
производительность МАП достигала 12,5 мг/см ,
Фор м у ла изобретения Способ полирования деталей типа тел вращения, при котором деталь располагают
между полюсными наконечниками магнитной системы, в зазоры подают ферромагнитный порошок, над деталью размещают электрод, подключают его и деталь к источнику тока, задают детали вращение и проводят обработку при подаче электрического тока и электролита в зону электрода, о т л и- ч а ю щ и и с я тем, что, с целью повышения производительности и качества полирования, в процессе обработки дополнительно
воздействуют лазерным излучением на участок образующей поверхности детали перед ее проходом под электродом с электролитом.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| СПОСОБ ЭЛЕКТРОПОЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ДЕТАЛИ | 2021 |
|
RU2768077C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| Способ ионного полирования внутренней поверхности детали | 2020 |
|
RU2734179C1 |
| Способ сухого ионного полирования внутренней поверхности детали | 2021 |
|
RU2765473C1 |
| СПОСОБ ПОЛИРОВАНИЯ ДЕТАЛЕЙ | 1988 |
|
SU1783714A1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛА СЛОЖНОЙ ФОРМЫ | 2022 |
|
RU2782814C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИКО-МЕХАНИЧЕСКОГО ПОЛИРОВАНИЯ И ДОВОДКИ ДЕТАЛЕЙ | 1989 |
|
RU2009805C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 2003 |
|
RU2260079C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 2009 |
|
RU2451773C2 |
Использование: комбинированная отде- лочно-упрочняющая обработка. Сущность изобретения: деталь располагают между полюсными наконечниками магнитной системы. В рабочие - зазоры подают магнитно-абразивный порошок, над деталью размещают электрод. Электрод и де- таль подключают к источнику технологического тока (деталь - анод), между электродами подают электролит. Деталь вращают и на участок поверхности перед электродом воздействуют излучением лазера. Совместное воздействие магнитного и электрического полей и лазерного излучения предотвращает эрозионное разрушение полируемой поверхности и приваривание частиц ферропорошка. Способ позволяет производить обработку при плотностях тока I 0,75-1.35 А/см2. Производительность повышается в 6;0-8,8 раз. 1 ил., 1 табл...
При 1 0,75-1,35 А/см2
| Баран Ю,М | |||
| Магнитно-абразивная и магнитная обработка изделий и режущих инструментов | |||
| Л.: Машиностроение, 1986, с | |||
| Солесос | 1922 |
|
SU29A1 |
